The spread of electric vehicles is associated with the problem of limited battery capacity, which is why there is a growing demand for measures to reduce their weight (the lower the weight of the vehicle, the lower the energy consumption). In addition, restrictions imposed by the European Union (European Regulation [EC] No. 715/2017) impose limits on manufactured cars in terms of fuel consumption, exhaust emissions, and carbon dioxide emissions. One method of reducing weight is the use of new technologies [1], the other is the use of materials with higher strength [2]. The most popular material is still steel, with new types of steel offering increasingly better durability [3].
One of the most effective ways to meet this criterion is to minimize the weight of the vehicle by replacing the existing steel body components with elements made of light metal alloys [4]. Reducing the weight of a vehicle by 10% can reduce fuel consumption by as much as 1.9–8.2%, depending on driving style, size, and mode [5].
High specific strength (relative to density) 7xxx aluminum alloys can be used as an alternative to steel components in car bodies, thereby reducing vehicle weight and increasing range. An important advantage of aluminum is its corrosion resistance [6]. The primary constraint in the utilization of high-strength 7xxx alloys is their very low ability to deform at room temperature [7,8]. Consequently, it is imperative to formulate an effective forming strategy that incorporates considerations of microstructural alterations and modifications in mechanical properties resulting from heat and plastic treatment. A paucity of comprehensive descriptions and summaries currently exists in the literature regarding the progress made to date in the field of 7xxx alloy forming methods [9]. The development of these methods has contributed to their popularity in the automotive industry (until now, they have been used mainly in aviation). The present manuscript proffers a comprehensive overview of methodologies for the fabrication of complex components from 7xxx alloys, with particular consideration for the parameters of W-temper forming (WT-F), the advantages and disadvantages of the methodology, and a description of the technological problems associated with the method. The characteristics of the alloys most commonly used for forming tests are presented in this study.
The most popular alloy of the 7xxx aluminum alloy series, which has undergone numerous experimental forming tests in the W-temper condition, is alloy 7075, currently used for upper wing skins, stringers, and horizontal stabilizers. The second most frequently tested alloy is EN AW-7021. In addition to commercially available materials, researchers are developing their own alloys in order to find a better compromise between strength and corrosion resistance, which would allow for wider use of high-strength aluminum alloys. For example, Omer et al. [10] tested an experimental alloy with a lower chromium content, higher zirconium content, and higher zinc-to-magnesium ratio than the commercial AA7075 (author’s designation 7xxx_1 – Table 1) in WT-F process. The chemical composition of the alloys described is presented in Table 1, and their basic mechanical properties in Table 2.
Mechanical properties of typical aluminum alloys for WT-F.
| Alloy | Density (kg/m3) | R m (MPa) | R p0.2 (MPa) | A 50 (%) | Hardness (HV1) |
|---|---|---|---|---|---|
| 7075 T6 | 2,810 | 540–570 | 460–500 | 8–12 | 180–198 |
| 7021 T6 | 2,900 | 400–490 | 350–420 | 8–11 | 127–155 |
| 7xxx_1 | 2,800 | 517–525 | 486 | 11–16 | 127–155 |
Chemical composition of typical aluminum alloys for WT-F (%).
| Alloy | Zn | Mg | Cu | Fe | Cr | Si | Mn | Ti |
|---|---|---|---|---|---|---|---|---|
| 7075 | 5.1–6.1 | 2.1–2.9 | 1.2–2 | ≤0.5 | 0.18–0.28 | ≤0.4 | ≤0.3 | ≤0.2 |
| 7021 | 5–6 | 1.2–1.8 | ≤0.25 | ≤0.4 | ≤0.05 | ≤0.25 | ≤0.1 | ≤0.1 |
| 7xxx_1 | 7–8 | 1.2–1.8 | 1.3–2 | 0.08 | 0.04 | 0.06 | 0.04 | 0.06 |
The strength of AA7075 is significantly heavier than AA7021. Alloy 7075 in the T6 temper has the highest tensile strengths of commercially available aluminum alloys, making it very resistant to mechanical stress.
The method of forming high-strength aluminum alloys (including the 7xxx series) W-temper or quench temper utilizes the increased plasticity of the alloy in a supersaturated state. The process is shown in Figure 1. The process begins with annealing the material at the solution temperature (SHT temperature) for the time necessary to achieve full supersaturated state in the material. The material is then cooled (usually in water) to ambient temperature in order to dissolve the strengthening phase precipitates in the matrix and achieve a supersaturated state at room temperature. The process is called SHT – solution heat treatment. Krajewski obtained the first patent for the method of shaping 7xxx aluminum alloys [11]. In the case of EN AW-7075, in the supersaturated state, the deformability of the material increases from 8–12% (in the T6 state) to 25%, there is a decrease in hardness from 180–198 to 92 HV, and a significant decrease in yield strength (YS, from 460–500 MPa in the T6 state to 160 MPa) and tensile strength (from 540–570 MPa in the T6 state to 350 MPa) [12]. The effect of increased plasticity persists for some time, and then the material at ambient temperature begins to strengthen spontaneously as a result of natural aging. During this time, the product should be cold-formed and then subjected to artificial aging in order to regain its high strength properties. Otherwise, particles (T4 condition) will precipitate in the microstructure, which do not provide as much strengthening as the particles precipitated during artificial aging (T6 condition).

Graphic diagram of the WT-F process (author’s own drawing).
The parameters affecting the final properties of the product are shown in Figure 2. In order for the final product to have maximum strength properties (as in the T6 state), it is necessary to develop technological issues and parameters for the individual stages: cooling rate, solutioning start temperature, supersaturated state, forming, and aging, which have the greatest impact on the properties of the material. The material is formed at ambient temperature in a supersaturated state characterized by increased plasticity. Thereby, the shaping process proceeds without major difficulties, which means that it does not require detailed development (low process temperature, low friction coefficient, and no tendency for cracking or surface wear). Previous literature reports have focused primarily on the analysis of alloy behavior in a supersaturated state and on the study of pressing processes, with particular emphasis on phenomena such as springback, folding, local thinning of the material, and crack initiation and propagation.

Schematic diagram of the quench forming process in the form of a temperature-time graph (author’s own drawing).
A similar but slightly modified method is intermediate state stamping. Preparing the material for cold stamping involves overheating the sheet metal and aging it until it reaches a maximum of 90% of the alloy’s maximum strength. The material is then partially formed to obtain an intermediate shape between a flat sheet and an embossed sheet. The next stage involves annealing the material to dissolve all alloying additives and rapid cooling to achieve maximum plasticity of the material. The semi-finished product is then shaped to obtain the final geometry. In order to restore the strength properties of the alloy, it is subjected to artificial aging at an elevated temperature. The production of components using the described method requires a minimum of two pressing operations: preliminary and finishing, as well as four stages of heat treatment (preliminary supersaturation and aging, inter-operational supersaturation and post-operational aging), which significantly increases production time and energy consumption. The advantage of this method is the high stability and repeatability of the process [13].
In addition to the supersaturation temperature of aluminum alloys during heat treatment, an important parameter that is often overlooked by researchers is the supersaturation start temperature (according to various sources, it should be at least 400–450°C). Due to the technological aspect related to the need to transfer heated sheet metal to cold tools, the sheet metal cools down (usually at a rate of 1°C/s – thermal conductivity of air), which may cause the temperature at which the material is supersaturated to be below the minimum value and completely different from the furnace temperature.
Liu et al. [14] determined the effect of supersaturation start temperature on material hardness. The authors tested alloy 7075 in the T4 condition in the form of a 10 mm × 10 mm sheet with a thickness of 2 mm (undeformed material). The material was annealed at a given temperature for 30 min and then cooled in water. Cooling in water ensures maximum cooling speed even for thick sheets, making it possible to test and determine the optimum temperature at which the material should be supersaturated and the annealing time of the sheet. The relationship obtained by the authors is shown in Figure 3.

The effect of solutioning temperature on the hardness of EN AW-7075: (a) Procedure and (b) results (author’s own drawings based on [14]).
Based on Figure 3, it can be observed that as the solution temperature increased, the hardness after supersaturation in water first increased and then decreased. The hardness was lower than that of the original sample (T4-151HV).
According to the study by Chen et al. [15], the precipitating particles during natural aging consisted mainly of Guinier–Preston (GP) zones in the EN AW-7055 alloy. In turn, Zhen et al. [16] suggested that increasing the temperature above 200°C causes the GP zones (GPZs) to dissolve in the Al matrix, resulting in a large decrease in hardness.
The authors examined the microstructure, which contained a large number of coarse particles with varying morphology and size [14]. The result illustrates that as the temperature increased, the percentage of constituent particles decreased. As the temperature increased from 430 to 470°C, the percentage of constituent particles decreased from 4.29 to 2.68% (a decrease of 1.61%). At this stage, due to the relatively rapid diffusivity of magnesium and zinc, coarse precipitates such as the η phase (MgZn2) and the T phase (Al2Mg3Zn3) dissolved first in the Al matrix. As the temperature increased from 490 to 510°C, the percentage of constituents decreased from 2.61 to 2.38%. This phenomenon can be explained by the dissolution of the S phase (Al2MgCu) in the matrix, as its solution temperature is high and Cu dissolves much more slowly than Mg and Zn. The maximum hardness of 90.4 HV of alloy 7075 was observed at 510°C, which corresponds exactly to the lowest value of the proportion of coarse particles. The percentage of particles increased to 3.93% with an increase in temperature to 550°C.
Based on Figure 3 and microstructure, a negative correlation was found between the content of coarse component particles in the microstructure and hardness. Since the soluble component particles were completely dissolved before reaching a temperature of 510°C, the solid solution strengthening factors do not increase after reaching this temperature. As the solution temperature increased, the average grain size increased, leading to a decrease in hardness.
Liu et al. [14] also tested alloy 7075 in the T4 condition in the form of a 10 mm × 10 mm sheet with a thickness of 2 mm (undeformed material). The material was annealed at 510°C for 10, 30, 50, and 70 min and then cooled in water. The effect of the annealing time of the alloy before cooling on the hardness of the material is shown in Figure 4.

Effect of solutioning time on material hardness: (a) Procedure and (b) results (author’s own drawings based on [14]).
As the annealing time was extended from 10 to 30 min, the proportion of coarse particles decreased from 3.21 to 2.38%. However, at an annealing time of 50 min, it was 2.11 and 2.05% at an annealing time of 70 min. The grain size annealed for 50 min and 70 min was significantly larger than that of grains annealed for 10 min and 30 min. This was because the residual deformation energy had sufficient time to participate in crystallization during the grain growth process. The large grain size reduced the hardness of the aluminum alloy.
The coarse particles in EN AW-7075 consist mainly of intermetallic compounds such as MgZn2, Al7Cu2Fe, Al2CuMg, and Al2Mg3Zn. Compared to Cu-rich phases, Mg- and Zn-rich phases have a faster dissolution rate. During the aging process, the dissolution of Cu-rich phases contributes to a high degree of saturation, causing the strengthening phases to precipitate easily. With the soaking time extended to 30 min, the soluble coarse constituent particles had already dissolved into the Al matrix to the upper dissolution limit. At this point, the remaining particles were difficult to dissolve or completely insoluble. With the continuous extension of the soaking time, the negative effect of grain growth resulted in a deterioration of the mechanical properties of the alloy.
The supersaturated state is a key aspect of the WT-F process. Even thick aluminum sheets are cooled in water at a rate exceeding 200°C/s, which significantly exceeds the minimum rate of 30°C/s (according to [13]) and 56°C/s (according to [10]). Cooling the material from the SHT temperature to ambient temperature at a rate greater than the minimum required results in a supersaturated solid solution of precipitation-hardening elements in aluminum. The material has a dissolved microstructure, which is unstable. Over time, the material remaining at ambient temperature undergoes spontaneous strengthening as a result of natural aging, during which phases and particles strengthening the alloy are released from the supersaturated solution. In the context of 7075 alloy forming technology, the ductility of the material in the supersaturated state to the forming process and the time after which this ductility decreases, disqualifying the alloy for plastic forming processes, are very important [11].
Argandoña et al. [17] studied the effect of the cooling medium on the supersaturation of aluminum alloys. For this purpose, samples with dimensions of 100 mm × 20 mm and a gauge width of 6 mm were annealed at 470°C for 5 min, after which a portion was quenched in water while the remainder was air-cooled to ambient temperature. The curves obtained by the authors during the tensile testing of samples after various treatments are shown in Figure 5. For both cooling methods, the tensile strength increased and the YS decreased compared to the T6 condition. The material in the supersaturated state shows greater strain hardening than in its original state, which is advantageous due to its greater susceptibility to plastic working. In addition, supersaturation in water shows greater strengthening and compressibility than supersaturation in air.

Tensile tests of solution heat treated sheets [17].
In turn, Sajadifar et al. [18] took into account not only the cooling method, but also the effect of strain hardening on supersaturation and the final properties of the material in their tests. The researchers simulated the WT-F process on paddle tensile specimens cut from 1.5 mm thick 7075 aluminum sheet. The material was annealed at 480°C using a rapid contact method, which reduced the heating time to 10 and 300 s. Two media were used for cooling: water and air (as in [17]). The samples were then deformed on a strength testing machine (uniaxial tensile) by 5% (within the range of uniform cross-sectional deformation). In the final stage, the deformed samples were artificially aged at 120°C for 24 h. The test procedure is shown in Figure 6.

Procedure diagram (author’s own drawing based on [18]).
According to Figure 7, the heat treatment method (T6 original, T6 process with pre-strain, W-temper process) does not have a significant impact on the final tensile strength of the alloy – in all three cases, this value was approximately 600 MPa. On the other hand, the conventional YS in the case of W-temper state is slightly higher than for the other samples, and the elongation at fracture A is significantly lower. This is the opposite trend to that observed in the typical W-temper condition, as the aging process does not reset the strain hardening (pre-strain, epsilon = 5%). In the case of the T6 condition, after the initial deformation (pre-strain), solution annealing and aging follow, which resets the strain hardening. In addition, it was observed that shortening the annealing time has no significant effect on strength, while in the T6 process it leads to a slight increase in elongation at fracture. This may be due to the lower grain growth rate at shorter SHT times. Shortening the annealing time for W-temper treatment leads to reduced elongation at break.

Stress–strain curves for specimens obtained from the different simulated process routes [18].
The method of hardening the material (water and air) has a significant impact on the ultimate tensile strength (UTS) and YS values obtained. Higher strength in the case of water quenching results from the formation of fine and dispersed precipitates after artificial aging, which act as obstacles to moving dislocations, leading to an increase in the strength of the material. Although large intermolecular distances may facilitate dislocation movement in an air-hardened sample, the elongation at fracture did not increase. Large precipitation-free zones formed at low cooling rates from SHT cause microstructural heterogeneity and ultimately poor ductility.
Schuster et al. [19] investigated the supersaturated state in 7075 aluminum alloys and a modified 7021 alloy using a DIL 8-5A/D dilatometer. Samples with a reduced cross-sectional width of 3 mm were taken from undeformed sheets (test direction parallel to the rolling direction). The supersaturated state was obtained by annealing the alloy at 480°C for 15 min (for 7075) and at 515°C for 5 min (for 7021) and rapid cooling in water. Based on Figure 8a, it can be observed that in the supersaturated state (the chart on the right with the description WT-F), the YS decreases from approximately 480 MPa at 1 s−1 and 510 at 0.01 s−1 (for 7075 in the T6 state) to 335 MPa (at 1 s−1) and 334 MPa (at 0.01 s−1) and from approximately 350 MPa (for 7021 in the T4 state) to 272 MPa (1 s−1) and 260 MPa (0.01 s−1). The YS and tensile strength increase after 1 day of natural aging for both materials. No significant difference in YS was observed between the tested strain rates (1 and 0.01 s−1). However, for both alloys, the tensile strength is higher at a strain rate of 0.01 s−1.
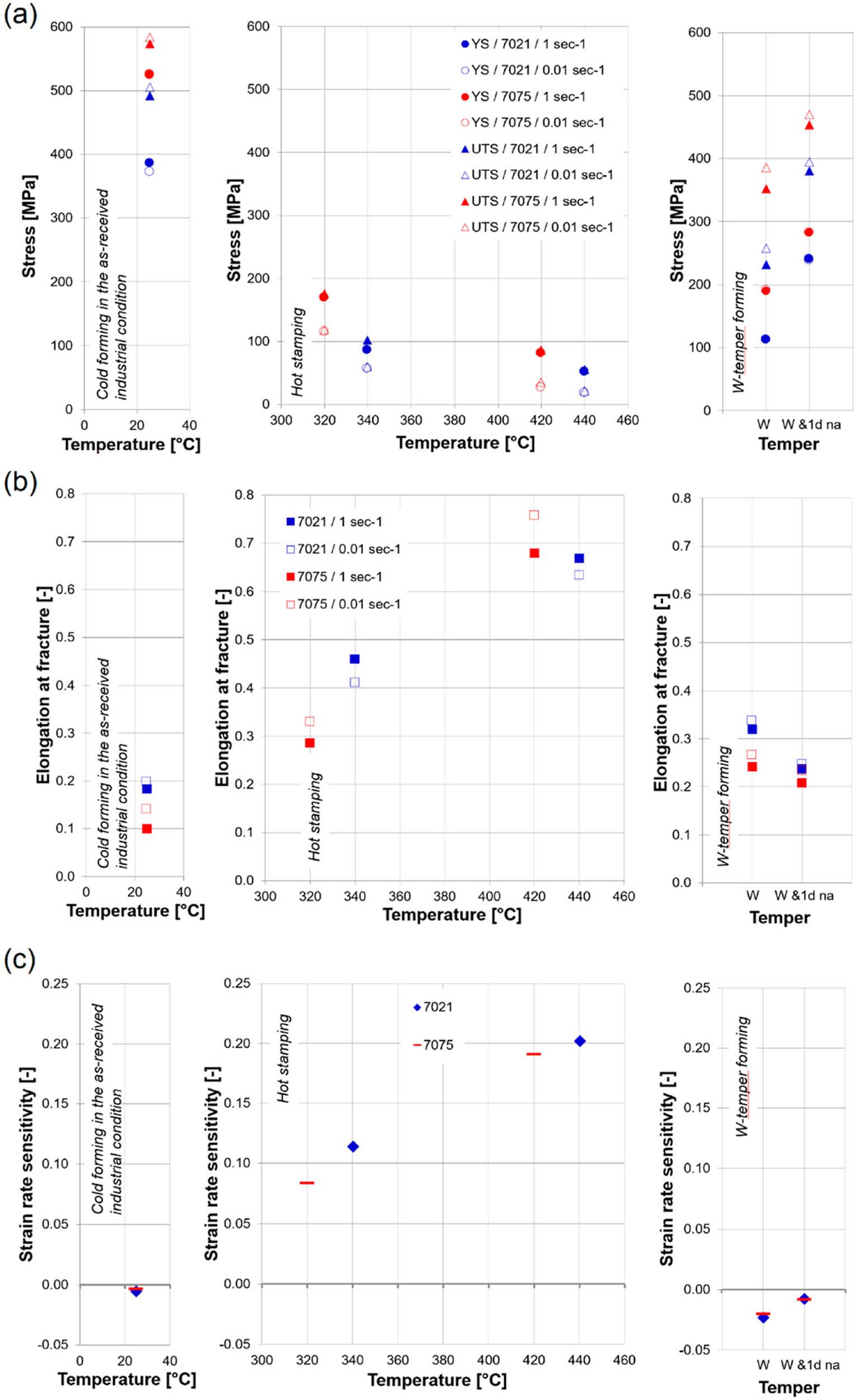
(a) YS and UTS, (b) elongation at fracture, and (c) strain rate sensitivity of 7021 and 7075 at different temperatures/tempers and strain rates [19].
Figure 8b shows the effect of strain rate on elongation at fracture. In the case of W-temper condition (the chart on the right with the description WT-F), the elongation values for 7021 are approximately 10% higher than for 7075. After 1 day of natural aging, these differences practically disappear. In addition, it was observed that elongation at fracture increases with decreasing strain rate. Figure 8c shows the sensitivity to strain rate m, which has a negative value for W-temper condition in both materials.
Choi et al. [20] studied the mechanical properties of 7075 alloy sheet in the supersaturated condition and compared them to those in the T6 condition. The supersaturated condition was obtained by annealing at 470°C for 15 min followed by rapid cooling in water. Testing of the material was performed after 30 min of natural aging (in air), because, as the authors report, the material exhibits the lowest yield stress after this time. During the tests, samples were stretched with the direction of force oriented at angles of 0, 45, and 90° to the rolling direction. Both in the T6 and W-temper states, alloy 7075 does not exhibit anisotropy of mechanical properties. However, a serrated curve was observed for W-temper [21] and a significantly lower yield stress with increased ductility compared to the T6 condition. Lee et al. [22], observed the anisotropy of properties during biaxial tensile testing of supersaturated and naturally aged (30 min) material. The authors annealed the material for 30 min at 470°C. Observed the anisotropy of properties during biaxial tensile testing of supersaturated and naturally aged (30 min) material. Like their predecessors, the authors observed that the material in W-temper condition had a lower YS and tensile strength with better ductility compared to the T6 condition.
Argandoña et al. [17] determined the minimum heating time of alloy 7075 at 470°C necessary to achieve a supersaturated state (methodology – Figure 9a). The researchers used a series of samples with dimensions of 100 mm × 20 mm and thickness of 1.6 mm t, which they heated in a furnace and then cooled in water. After a few minutes, the hardness was measured using the Vickers method with a 2 kg indenter load. The obtained relationship is shown in Figure 9b. From this relationship, it can be concluded that 2 min is sufficient time to heat the material to supersaturate and soften it.

Hardness after SHT at different oven times: (a) Methodology and (b) results (author’s own drawings based on [17]).
The authors also examined the effect of natural aging by the hardness of the material. Determining the maximum permissible time between supersaturation and alloy forming is an important parameter for the technologist, as it defines whether the material must be deformed immediately after supersaturation. The authors annealed 100 mm × 20 mm samples at 470°C for 5 min in a furnace and supersaturated them in water. Subsequent hardness measurements were performed at successive time intervals (methodology – Figure 10a). Figure 10b shows the change in material hardness over time. It was observed that the strengthening process begins approximately 10 min after cooling to ambient temperature, which is the maximum allowable natural aging time before deformation of the supersaturated alloy.

Hardness after SHT and natural aging at different times: (a) Methodology and (b) results (author’s own drawings based on [17]).
Hua et al. [23] tested the effect of solution heat deformation on the final strength after aging of 1.5 mm thick EN AW-7075 sheet. The material was first heated at 475°C for 30 min and then water quenched. Some samples were artificially aged at 85°C for 6 h (pre-hardened [PH] treatment), while the remaining samples were naturally aged for 14 days (T4 treatment). The samples were then deformed by 2, 6, and 10% at a strain rate of 0.1 s−1 (to determine the effect of the deformation magnitude on the final strength of the material). Some of the deformed samples were heated at 175°C for 30 min, simulating the paint baking (PB) process. The research methodology is presented in Figure 11.

Research methodology of PH and T4 treatment (author’s own drawing based on [23]).
Figure 12 shows the effect of deformation (pre-strain) on the strength of alloy 7075 after heat treatment, and Figure 13 shows the effect after treatment, taking into account the PB process. Based on the graphs presented, it can be concluded that with the appearance and increase in deformation (pre-strain 2, 6, and 10%), the level of transferred stresses increases and the maximum deformation of the alloy decreases. Tensile strength equal to or above the T6 value (approximately 560 MPa) was obtained for T4 treatment (natural aging) for deformations of 6 and 10%, and for PH treatment (including artificial aging) for a deformation of 10%. In the case of PB treatment, the deformation introduced resulted in an increase in strength for PH treatment (from approximately 500–560 MPa) and a decrease in deformation for both configurations from 20 to 10–12%. For T4 treatment with PB, the introduced deformation did not change the maximum strength (approx. 500–520 MPa) and remains below the value in the T6 state.

Mechanical properties of alloys in different tempered states subjected to varied deformation levels: (a) T4-temper alloy and (b) PH alloy [23].
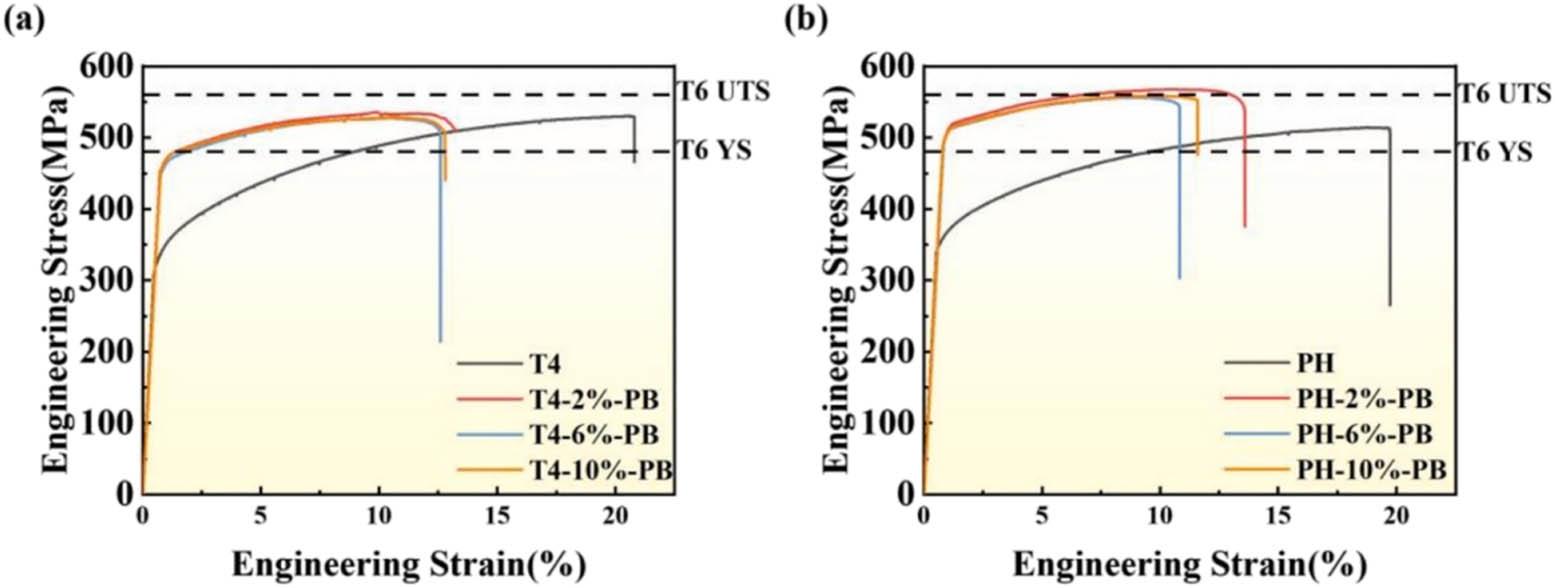
Mechanical properties of alloys in different tempered states after various deformation levels and paint-bake treatments: (a) T4-temper alloy and (b) PH alloy [23].
The W-temper condition may be beneficial for shaping 7xxx alloys, which in this condition exhibit increased plasticity and a strengthening effect with increasing deformation. The serrated character of the curve is associated with the occurrence of the Portevin–Le Chatelier (PLC) effect, arising from the formation of intermittent bands of plastic deformation. This effect can negatively affect the mechanical properties and integrity of the material, reducing surface quality in particular. The occurrence of the effect depends mainly on the rate of alloy deformation.
Choi et al. [20] determined the FLD and limit dome height (LDH) of the material in a supersaturated state for six different deformation states (Figure 14b). For the test, authors used a semicircular punch with a radius of 25 mm (Figure 14a), which moved at a rate of 0.5 mm/min, and the pressing force was 134 kN. Based on the figure, it was observed that the deformability of W-temper (WT) sheet metal improved significantly in all deformation states compared to T6 samples (Figure 14c and d). The deformation limit under flat deformation conditions was 0.154 (for WT) and was more than 40% higher than the value of 0.091 (in the T6 state). The dome height for WT was also significantly higher than for T6, especially during uniaxial deformation (Figure 14e).

(a) Tool dimensions for the forming limit test, (b) specimens for different loading paths, (c) measured FLD for the T6 and (d) WT sheets, and (e) LDHs between the T6 and WT sheets [20].
Lee et al. [22] performed Nakajima tests to evaluate the formability of EN AW-7075. The tests were conducted using a universal Erichsen™ sheet metal testing machine with a semicircular punch with a radius of 50 mm. The punch velocity was 0.5 mm/min, which corresponds to a deformation rate of 10−3/s. During the tests, authors applied a pressure force of 50 kN and used a 0.1 mm thick Teflon® sheet to reduce friction. Figure 15 shows the FLC measured in Nakajima tests along different deformation paths. For comparison, the FLC for the T6 condition is also shown in graph. Based on the curves obtained, increased deformability of the 7075-WT sheet was observed in various deformation conditions (uniaxial, flat deformation, and biaxial stress).
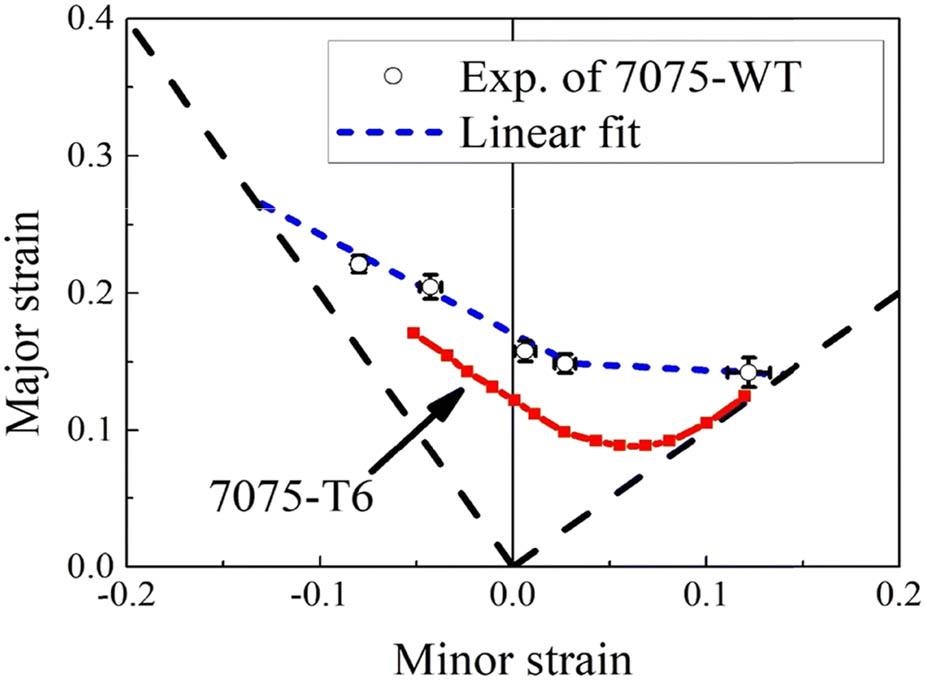
Forming limit curves for AW 7075-WT and T6 [22].
The supersaturated state of a material is an unstable state. Over time, it undergoes spontaneous strengthening as a result of natural aging or an accelerated phase separation process during artificial aging at a temperature of approximately 100–150°C. The aging time affects the amount and size of the precipitates formed, which translates into the final strength properties of the material. The longer the artificial aging process lasts, the fewer the precipitated particles and the larger they become (they combine into larger clusters), which, once a critical size is exceeded, can cause brittleness and weakening of the material. During the heat treatment of aluminum alloys, it is important to capture the moment when there are enough fine, dispersed, evenly distributed, and coherent precipitates to form a strong obstacle to moving dislocations [24]. Properly designed and executed heat treatment can result in 7xxx series alloy components with high strength and corrosion resistance, which is critical for their use in the automotive and aerospace industries. The motivation for designing the artificial aging process in this work is to obtain mechanical properties that are as close as possible to the peak strength of T6 or the conditions of aged T76, while utilizing secondary PB to contribute to precipitation hardening and reduce the heat treatment time for aging compared to that required for the conventional T6/T76 aging process (121°C for 24 h for EN AW-7075-T6 [ASM International, 1990] and 120°C for 5 h followed by 163°C for 15 h for EN AW-7085-T76 [US Government Printing Office, 1991]).
Liu et al. [14] tested EN AW-7075 in the form of a 10 mm × 10 mm sheet with a thickness of 2 mm. In the first part of the tests, the material was aged at temperatures of 100, 120, and 140°C for 24 h. Figure 16a shows the research methodology, and Figure 16b shows the results obtained. In the second part, the material was aged at 120°C for 1, 5, 10, 15, 20, 24, and 30 h (Figure 17a). The determined effect of artificial aging time on the hardness of EN AW-7075 is shown in Figure 17b.
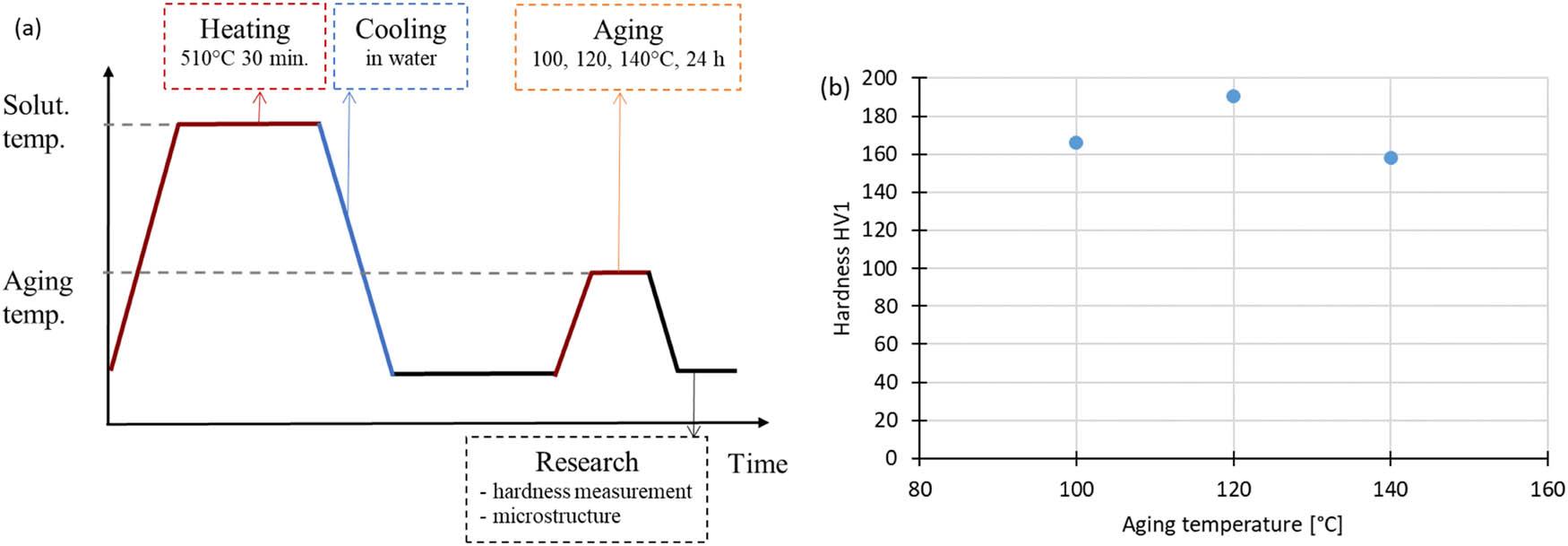
The effect of aging temperature on the hardness of EN AW-7075: (a) Methodology and (b) results (author’s own drawing based on [14]).

The effect of aging time on the hardness of EN AW-7075: (a) Methodology, (b) results (author’s own drawing based on [14]).
Figure 16b indicates that the hardness of the 7075 aluminum alloy was sensitive to aging temperature. The maximum hardness of the 7075 aluminum alloy was 190.3 HV at a temperature of 120°C. The hardness at aging temperatures of 100 and 140°C was 166.2 HV and 158.1 HV, respectively. During the aging process, the regular precipitation sequence of the 7XXX aluminum alloy can be inferred as follows: supersaturated microstructure → GPZs → metastable η′ phase → stable η phase.
Figure 17b shows that with increasing artificial aging time (at 120°C), the hardness of the material increases from 140 HV1 at 1 h to 193 HV1 at 24 h. A further increase in aging time to 30 h caused the material hardness to decrease to 178 HV1. The results indicate that for the material to exhibit hardness at a level equivalent to that in the T6 hardened temper (above 190 HV), artificial aging at 120°C for 24 h is necessary.
The researchers conducted microstructural tests of the material after heat treatment. The uniform distribution of fine deposits in the matrix indicates that they were mainly formed as a result of uniform nucleation. The size of spherical deposits aged at 100°C was significantly smaller than that of deposits aged at 120 and 140°C. High-resolution transmission electron microscopy images did not show elliptical or rod-shaped precipitates, and no spots appeared on the <011> zone axis (the fast Fourier transform), indicating that these precipitates are not metastable η′ precipitates. No lattice distortions were observed, which means that the GPZs precipitate and maintain a coherent relationship with the Al matrix [14].
Figure 17b shows that hardness increases with aging time and then decreases after reaching a peak of 190.3 HV after 24 h. TEM images of samples show that the density of sediments aged for 8 h was significantly lower than that for 24 and 30 h. Rod-shaped and spherical precipitates could be observed after aging for 10 h. As the aging time increased, the size of the precipitated phase did not increase, but the density increased. When the aging time was changed from 10 to 30 h (at 120°C), the corresponding precipitates underwent a series of transformations: most GPZs + a small portion of metastable η′ (rod-shaped) precipitates → metastable η′ (rod-shaped and spherical) precipitates → metastable η′ (mostly spherical + a small part of rod-shaped). In the case of aging at 120 and 140°C, the higher energy influenced the transformation of precipitates from fine GPZ into metastable η′ precipitates and stable η precipitates. The size of the precipitates increased steadily. Extending the aging time allowed the atoms of the dissolved substance to continue to precipitate in the form of GPZ and transform into η′ precipitates. The additional driving force generated by the extended time first affected the nucleation of precipitates and then the increase in precipitate density [14].
Typical aging treatment to strengthen EN AW-7075 involves annealing the alloy at 120°C for 24 h. Due to its duration, the treatment is energy- and time-consuming. Min et al. [25] investigated the possibility of replacing conventional artificial aging treatment with shortened aging combined with a PB process. The starting material was 2 mm thick 7075-F sheet in the shape of paddle samples for uniaxial tensile testing. The samples were first heated to 470°C and held for 5 min in an oven, then cooled in water to room temperature. The transfer time from the furnace to the tank was 5 s, and the water-cooling rate was estimated at approximately 208°C/s. In order to replicate the WT-F methods, a preliminary engineering deformation of 5% was applied (as was done in [12]) after cooling the samples and before aging them. The material was aged (120°C, 1, 3, 5, 8, 12 h) and then baked at 180°C for 20 min to replicate the PB process. After comprehensive processing, the samples were stretched at a strain rate of 0.001 s−1. The research method is presented graphically in Figure 18.

Schematic diagram of thermoplastic treatment of EN AW-7075 (author’s own drawing based on [25]).
The obtained tensile curves are shown in Figure 19. The mechanical properties of EN AW-7075-W aluminum obtained after conventional T6 treatment were: YS of 540 MPa, tensile strength of 580 MPa, and elongation at break of 15%. However, after T6 treatment combined with PB, the YS and tensile strength decreased by 33 and 44 MPa, respectively, and the elongation decreased from 15 to 12.5%. PB caused excessive aging of the alloy, which led to a deterioration in mechanical properties.

Effects of SHT & water quenching, PA, and PB on (a) stress vs strain curves and (b) mechanical properties of EN AW-7075 [25].
The effect of artificial aging time on the mechanical properties of EN AW-7075 is shown in Figure 20. The YS and tensile strength increased with increasing aging time from 1 to 24 h, although after 3 h, the increase was minimal. After 3 h of aging at 120°C, the mechanical properties of the alloy after shortened aging and PB were 480 MPa (YS) and 530 MPa (UTS), which are similar to the values exhibited by the alloy after T6 treatment + baking.
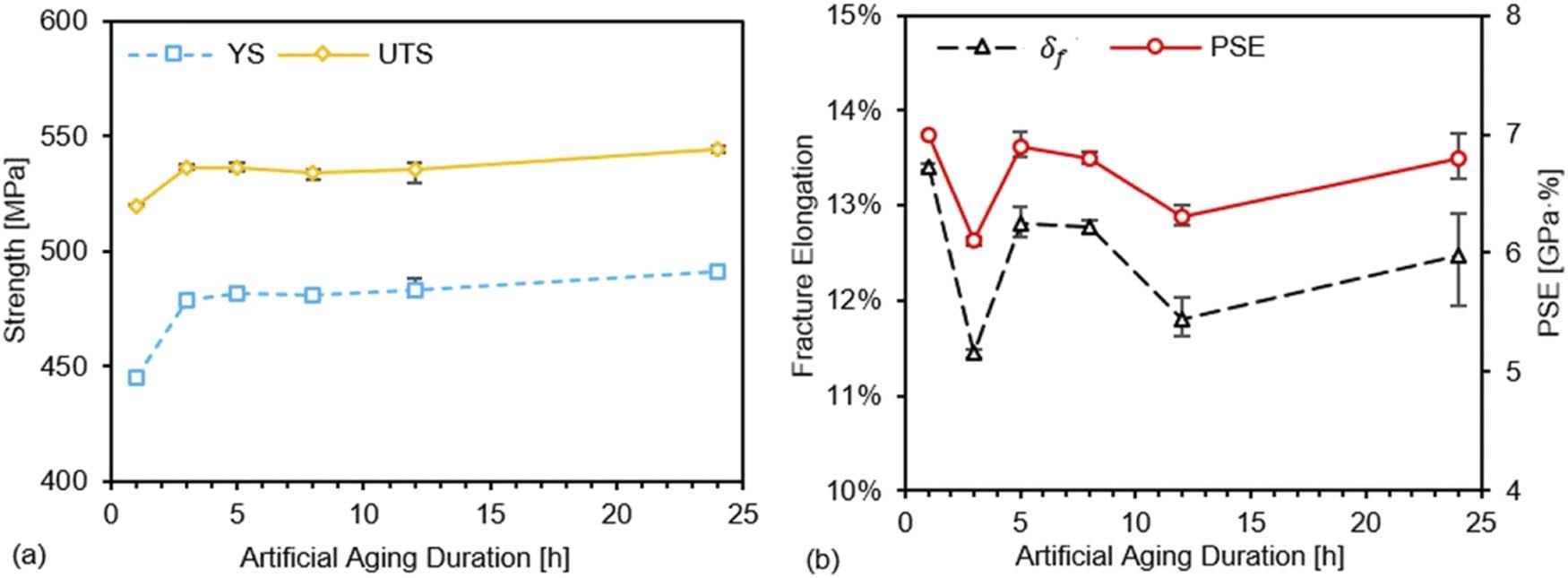
Effect of artificial aging duration on mechanical properties of EN AW-7075-W_SAA&PB: (a) YS and UTS, and (b) f and PSE [25].
Omer et al. [10] also tested a two-stage aging process consisting of conventional heat treatment combined with PB simulation. The authors supersaturated the 7075 and 7xxx_1 alloys at 470°C for 8 min and cooled them at a rate of 34°C/s. The transfer time between the furnace and the cooling medium was 6 s. The aging process began within 20 min after supersaturation. The material was heated at a temperature corresponding to the artificial aging temperature (at 121°C for 1, 2, 4, 8, 12, 16, 24, 48, and 72 h), and then heated at a temperature corresponding to the PB process (at 177°C for 30 min). The described procedure is shown in Figure 21.

Schematic diagram of thermoplastic treatment of 7075 and 7xxx_1 alloys (author’s own drawing based on [10]).
The hardness measurements are shown in Figure 22. The hardness first increases to a value of approximately 180 HV (for 8 h of aging) and then decreases due to overaging. A hardness of 180 HV corresponds to the hardness of the conventional peak aging (PA) condition T6. Figure 23 shows the stress–strain curves together with data for the T6 condition (aging for 24 h at 121°C after solution treatment and quenching). Samples aged for 8 h showed similar curves to those for the T6 condition.

Hardness measurements for EN AW-7075 samples subject to a two-step heat treatment [10].

Measured stress–strain curves of EN AW-7075 [10].
The hardness measurement of alloy 7xxx_1 is shown in Figure 24. The data obtained by the authors show that the alloy reaches its maximum hardness when aged at 120°C for 20 h (i.e., T6 condition). The hardness obtained at 176 HV is 5% higher than the hardness in the T76 delivery condition (167 HV). In the case of a two-stage 7xxx treatment process, it achieves a hardness level similar to the T6 condition for a heating time of 3 h at 120°C and PBC treatment.

Hardness measurements of aged 7xxx samples [10].
The process of shaping 7xxx aluminum sheets using the blank (W-temper) is in the conceptual, research, and development phase and has not yet been implemented in the commercial production of high-strength products. There are numerous publications in the literature on technological trials of pressing test products (most often U-shape) or real products found, for example, in car bodies (reinforcements, side members, pillars). Development work allows to understand the changes and mechanisms that occur during deformation (e.g., stress distribution, deformation, and microstructural changes) and to adapt the method to the real conditions prevailing in industry (mass production).
Schuster et al. [19] tested the WT-F method during the production of a U-profile (Figure 25a). The authors began the forming procedure by annealing square sheets measuring 300 mm × 300 mm and 2 mm thick at 480°C for 15 min (for EN AW-7075) and at 515°C for 5 min (for EN AW-7021). The sheets were cooled in water for supersaturation and placed them on the die for forming at room temperature (within approximately 5–10 min after supersaturation). Forming was carried out at a die rate of 50 mm/s (the punch was stationary), and the surface of the tools was coated with Molyduval Moralub FSZ high-temperature white paste. The rolling direction of the sheets was parallel to the longitudinal axis of the tool.

(a) Cross section of U-shape profiles and (b) lower part of the corresponding forming tool [19].
Figure 26 shows the U profiles obtained depending on the forming method. WT-F allowed to obtain products without cracks for both alloys tested, while in the case of EN AW-7075, there was significant springback in the flange area. In the case of forming after 1 day of natural aging, a crack-free product was obtained for EN AW-7021, although the dimensional accuracy was much lower than during W-forming. In the case of alloy 7075, the sheet ruptured at the radius between the side wall and the flange after 1 day of natural aging.

Photo of the finished U shapes after forming [19].
Based on microstructural studies of deformed sheets, the authors concluded that the WT-F process did not significantly change the original grain structure of the material for any of the alloys used (Figure 27).

Pre- and post-forming microstructure for the hot forming and WT-F processes [19].
The researchers also examined the effect of natural aging (up to 21 days) on the hardness and strength of products after W-treatment (Figure 28). The hardness of samples formed using the W-method is higher than that of hot-formed samples due to greater strain hardening. This trend persists throughout the entire 21-day period.

The effect of natural aging time on the hardness of the alloy depending on the processing [19].
The strength of the material increases and elongation decreases after PB treatment compared to samples aged only naturally (21 days) as shown in Figure 29. After 21 days of natural aging, EN AW-7021 exhibited a lower YS than EN AW-7075, regardless of the forming method, although in the case of PB aging, these values are slightly higher than for EN AW-7075. For both alloys, the material after PB showed comparable or slightly higher YS values than for W-temper treatment. This may be due to greater plastic deformation caused during W-forming. In addition, the elongation for aging by baking was higher for EN AW-7021 compared to EN AW-7075.

Effect of natural aging and PB process on (a) YS and (b) elongation [19].
Hua et al. [23] manufactured a U-profile from 7075 alloy in the form of a 300 mm × 180 mm, 1.5 mm thick sheet. The material was first heated at 475°C for 30 min and then water-quenched. Some samples were artificially aged at 85°C for 6 h, while the remaining samples were naturally aged for 14 days. The material was then covered with a polyethylene film and shaped with tools at room temperature.
The strain distribution and strength properties of the drawpiece are shown in Figure 30. The drawpiece was characterized by good surface quality without defects. Mechanical property tests showed that the parts formed using the PHF process had better mechanical properties (R e/R m = 480/560 MPa) compared to the parts formed in the T4 temper (R e/R m = 422/518 MPa). Both the YS and tensile strength of the PH-formed cap beam element reached the level of the T6 alloy in all zones of the part.
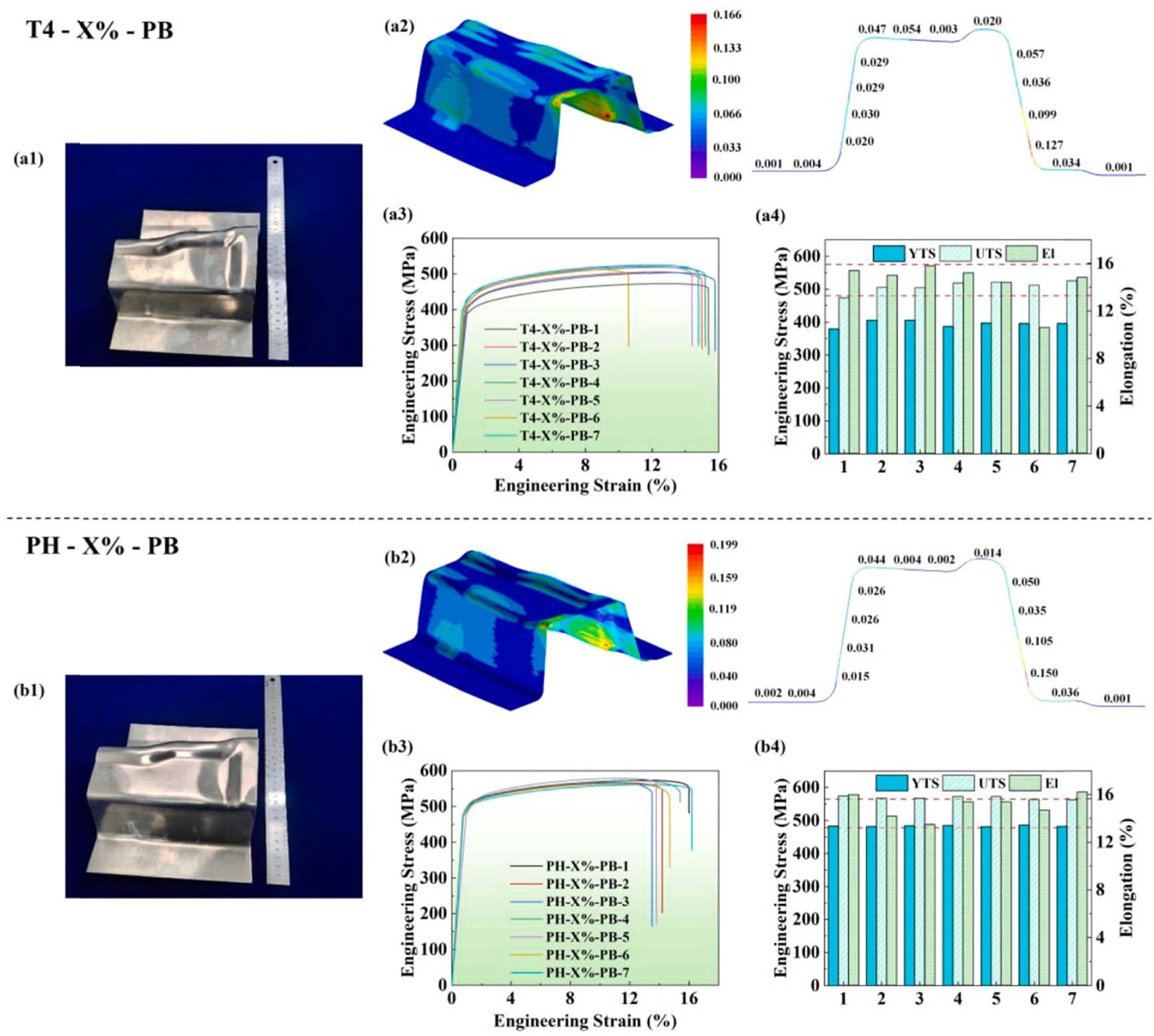
Strain distribution and mechanical property test diagram of cap beam component under T4/PH-X%-PB treatment conditions [23]. (x1, x2) physical and strain distribution diagram, (x3, x4) mechanical property test diagram.
Attempts to shape a U-profile in order to assess the elasticity of the material in a supersaturated state were also made by Choi et al. [20]. Figure 31a shows the geometry of the shaping tools. The contact force was 5.8 kN and the stroke was 40 mm. The springback of the sheet was analyzed using two parameters related to the angle change and the radius of curvature parameter. Based on the measurements, it was observed that the springback of the 7075 alloy in the WT state is significantly lower than in the T6 state (Figure 31b; X, Y – coordinates of the profile measurement points). This is due to the fact that the strength of 7075-WT material is reduced by heat treatment, while the elastic properties of both materials are similar. While the angle-related parameters (θ 1 and θ 2) are similar for both materials, there is a noticeable difference in the value of the radius ρ (Figure 32).

(a) Dimensions of the tools and (b) comparison of springback profiles [20].
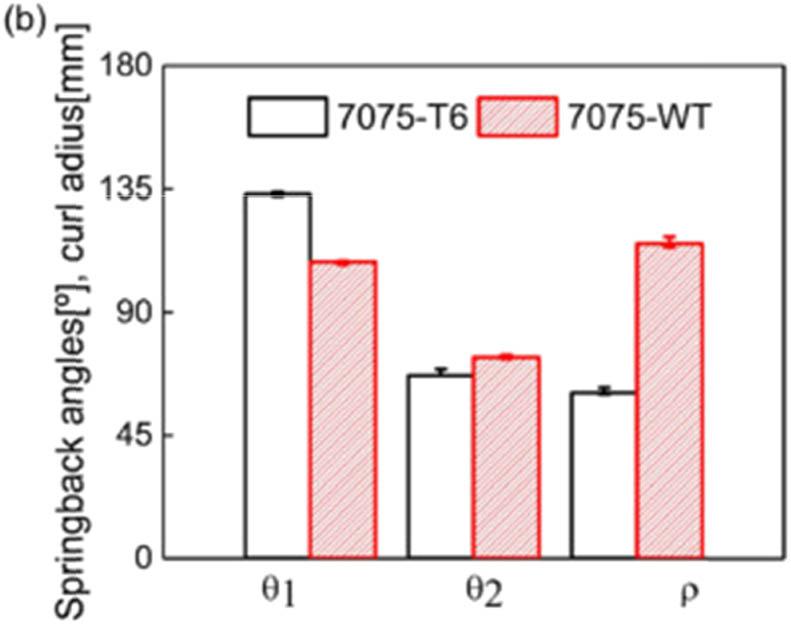
Springback parameters depending on the condition of the 7075 alloy [20].
Argandoña et al. attempted forming a B-pillar from 7075 aluminum alloy using the WT-F method [17]. Prior to forming, the sheet was subjected to heat treatment consisting of annealing at 470°C for 5 min, followed by quenching in water to ambient temperature. The sheet metal was stamped immediately after cooling. The drawpiece was aged at 160°C for 20, 40, and 60 min, simulating the process of applying a protective coating. Paddle-shaped samples were cut from the finished drawpieces and then stretched on a tensile testing machine. The process diagram is shown in Figure 33.

Schematic diagram of thermoplastic treatment of 7075 (author’s own drawing based on [17]).
The finished product was free of defects. The strength of the stamped pillar according to W-temper is 490–510 MPa (Figure 34) and is about 7–8% lower than that of a post produced by hot forming (550 MPa) and 15% lower than the strength of 7075 alloy in the T6 state. This value considerably exceeds the strength of conventional aluminum alloys employed in the automotive industry (5000 and 6000 series), yet remains below the maximum attainable for the 7075 alloy, thereby indicating potential for further optimization of the manufacturing process.

Final properties of stamped parts (author’s own drawing based on [17]).
Gronostajski et al. [12] also attempted forming a car B-pillar from 7075 aluminum alloy using the W-temper method. A suitably cut 3 mm thick blank was annealed in a furnace at 500°C for 60 min and then cooled in water or between steel plates at room temperature (pressure force 100 tons, cooling time 30 s). The sheet was cold-formed at a punch velocity of 14 mm/s. The finished product was artificially aged at 120°C for 8 h. Figure 35a presents the lower forming tools and the locations of stud strength testing. The true tensile strength of the water-quenched studs ranged from 630 to 670 MPa (Figure 35c), which was approximately 8% higher than that of components produced from conductively cooled sheets (600–620 MPa). Regardless of the cooling method, the ratio of the minimum post thickness B to the initial material thickness (3 mm) was approximately 0.89. A geometry correction was applied, which allowed for shape deviations in the range from −0.6 mm to +0.8 mm (Figure 36), and the repeatability of the shape was confirmed during the production cycle.

(a) View of the lower part of the stamping tools and pillar strength test locations, (b) finished B-pillar, and (c) stress–strain curves of different parts of the B-pillar [12].

Influence of tools correction on the final shape of B-pillar: (a) Before correction and (b) after correction [12].
Lee et al. [22] investigated the formability of 7075-WT at room temperature during the forming of automotive components, specifically a car floor panel in the middle section. A 1 mm thick T6 sheet was annealed at 470°C for 30 min. The material was then cooled in water and left to stand for 30 min at ambient temperature. The sheet was then shaped on a press at a punch velocity of 4 mm/s and with a press force of 110 kN. The finished stamping was annealed at 180°C for 30 min in a PB process and then cooled in air. The researchers managed to obtain a product without defects compared to a cold-stamped blank made of T6 sheet metal, which was characterized by a loss of stability. In the part made in the WT state, small fragments of a wrinkled area were observed, which may be due to non-optimized control of the drawing stitch. The WT-F process can be used to manufacture automotive components, but heat treatment in the form of protective coating is necessary to age the material and restore the increased strength of the alloy. However, as the authors point out, the strength of the product is 400 MPa, which is 80% of the strength of 1 mm thick EN AW-7075 sheet metal.
Min et al. [25] tested the WT-F method during the production of anti-collision door beams. The W-state was obtained by annealing appropriately cut sheets of 2 mm thick EN AW-7075 at 470°C for 5 min and cooling in water to ambient temperature. The authors tested the material’s susceptibility to plastic forming over time during natural aging (0, 2, and 4 h). Parts formed after 0 and 2 h were made without cracks, while the material after 4 h was damaged during sub-stamping.
The authors conducted tests on the production of door beams using the W-Temper method with conventional artificial aging (120°C, 24 h) and reduced aging time (120°C; 1, 3, 5, 8, 12 h), combined with PB (180°C, 20 min). Figure 37 shows the strength properties of door beams (YS, tensile strength, elongation) obtained during the tensile testing of paddle samples cut from individual areas of the stamping (Figure 38). The strength properties of the drawpiece made using the classic W-temper method (aged for 24 h) were 510 MPa (YS), 578.4 MPa (UTS), and 16% (elongation), while the strength of the beam that was additionally painted decreased by about 40 MPa. The strength of the stamping after shortened aging and baking is comparable to the strength of a part made using the classic method with baking, while the PSE increased by 8%.
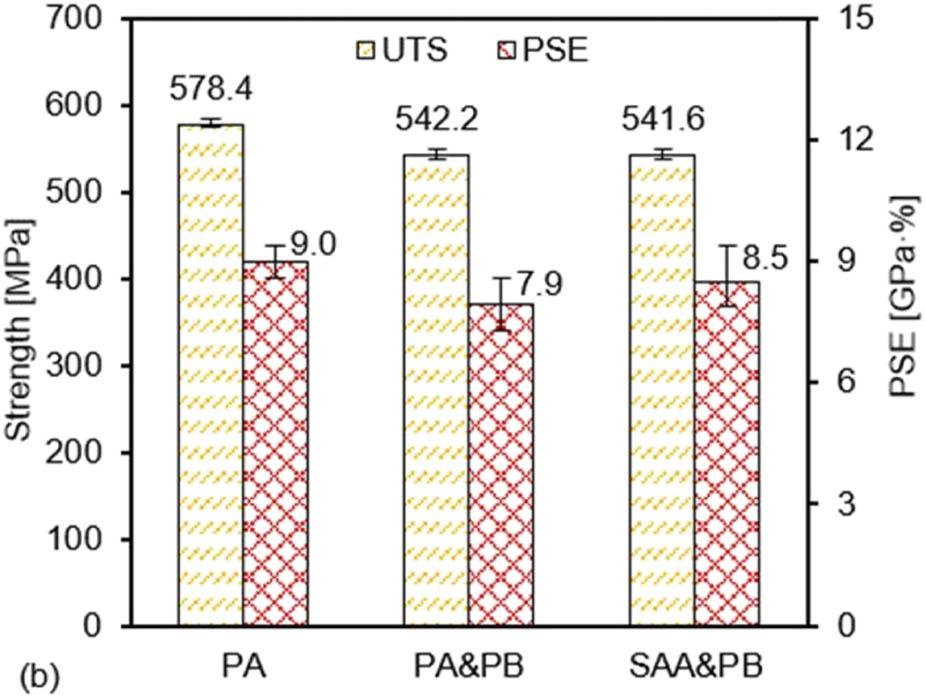
Effect of post-forming heat treatments on UTS and PSE of formed parts (SAA – shortened artificial aging) [25].

Sampling positions of uniaxial tensile specimens [25].
Nasim et al. [26] attempted to stamp 7075 aluminum in the form of 2.5 mm thick sheet metal. Properly prepared blanks were first annealed at 480°C for 40 min and then cooled in water to room temperature. The sheets were then subjected to natural aging at ambient temperature under laboratory conditions (∼22°C) for 1 and 6 days. Next the side impact beams (front car doors) were stamped at a tool velocity of 25 mm/s using a commercial lubricant, Quaker Draw 15-LF. Some of the stampings were subjected to simulated PB at 180°C for 20 min, 2 months after stamping.
In order to assess the mechanical properties, researchers cut samples from the flat surfaces of finished products for strength testing and flat samples for Rockwell B hardness testing (indenter load equal to 100 kgf). Hardness measurements showed that the material is very soft immediately after supersaturation (hardness approx. 44 HRB), and then its hardness increases within 24 h to 75 HRB. After a week of natural aging, the hardness of the alloy increases to 83 HRB, which is still below the T6 condition (93 HRB) – approx. 89% of the value.
The shape of the tensile curves obtained confirmed the occurrence of the PLC effect in samples aged naturally for 1 day, which decreases after 6 days. In both cases, the stress fluctuations are small at low strains (below 0.06), which confirms the occurrence of dynamic aging under the influence of deformation. The strain hardening exponents were 0.24 for the sample aged for 1 day and 0.23 for the sample aged for 6 days.
The authors of the publication managed to manufacture a beam without defects or cracks from EN AW-7075 in the W-temper state, unlike in the T6 state, where the material cracked above 25% deformation (die depth). The determined hardness distribution showed that over 80% of the measured area falls within 90% of the T6 hardness. For both aging methods (1 and 6 days), the hardness of the drawpieces ranges from 81 to 92 HRB.
Based on the tensile curves of samples cut from finished products (Figure 39), it was observed that Al 7075 alloy in the T6 condition has a YS of 515 MPa, while the material aged naturally for 6 days has a YS of 310 MPa. After forming, the limit increases to 400 MPa as a result of strain hardening without loss of ductility, and the elongation is 18%. PB treatment reduced the ductility of the beam to 14%, but the YS remained unchanged at 415 MPa. A significant decrease was recorded in tensile strength after PB of naturally aged beams for 6 days: from 576 to 507 MPa. The strain hardening exponent of the pressed beam after natural aging is 0.17 and differs slightly from the value before pressing (0.23). After PB, this exponent is 0.11 and is higher than in the case of the T6-treated beam (0.08). It can be concluded that the PB process caused a decrease in UTS and elongation of the pressed beams with a simultaneous slight increase in the YS.

Mechanical properties of Al 7075 sheet and stamped beam: (a) Strength and (b) elongation (author’s own drawing based on [26]).
Choi et al. [27] tested 1.5 mm thick 7075 alloy sheet in hole-expansion experiments. The geometry of the forming tools is shown in Figure 40.

Specific dimension of tooling with a flat-headed punch [27].
The results obtained by the researchers are presented in Figure 41. As can be seen in Figure 41a, the material in the W-temper achieves 1.3 times greater punch displacement than the T6 temper, but requires 0.63 times less force. Furthermore, the W-temper achieved a greater drawpiece height (Figure 41b). Formability was assessed using the hole expansion coefficient (λ = (df − di)/di, where di is measured before the experiment using a digital caliper and df is determined from the average diameter of the expanded holes at the crack initiation). The measured values (Figure 41c) indicate that the W-temper has 1.7 times greater hole expansion formability than the T6 temper. The better formability of the W-temper than that of T6 was also confirmed by determining the thickness distribution around the hole (Figure 29). The average thickness strains at crack initiation are −0.099 and −0.144 for T6 and W, respectively. Both values are larger than the maximum thickness strain at crack initiation during uniaxial tension, i.e., −0.084 and −0.111 (Figure 42). This indicates that the hole expansion experiment allows larger plastic deformation than uniaxial tension using a standard specimen, even though the material near the hole edge is also subjected to nearly uniaxial tension along the hole perimeter.

Comparison of hole-expansion experimental result for EN AW-7075-T6 and EN AW-7075-W: (a) Punch force–displacement curves, (b) cup height, and (c) average expanded hole diameters in the RD of deformed specimens [27].
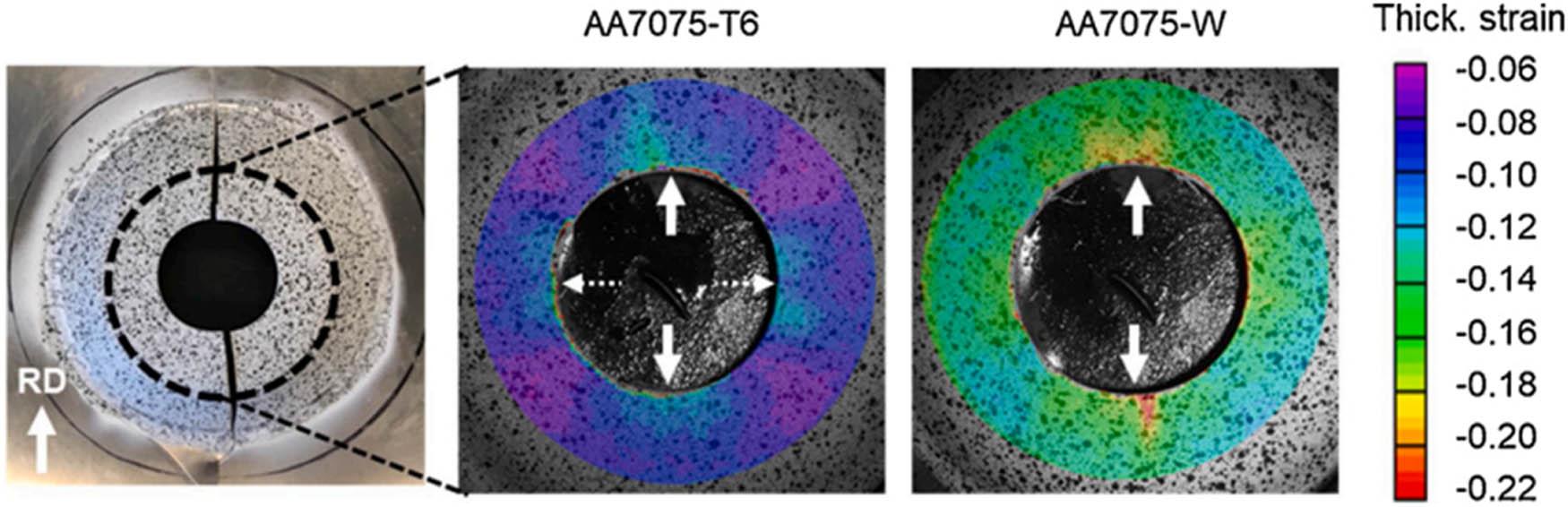
Thickness strain variation onset of fracture of EN AW-7075-T6 and EN AW-7075-W [27].
The WT-F method, which involves shaping aluminum alloys (mainly the 7xxx series) in a supersaturated state, is currently in the research and development phase and has not yet been implemented in series production. Numerous studies show that this technology has significant potential for use in the automotive industry, particularly in the manufacture of complex, high-strength structural components such as B-pillars, door beams, and floor components.
A literature review has shown that forming EN AW-7075 and EN AW-7021 in the W-state allows for the production of crack-free products, which is impossible when cold forming T6 sheets. The advantage of forming in the supersaturated state is the greater susceptibility of the material to deformation – it has been found that, compared to the T6 state, the W-state allows for significantly greater displacement with lower pressure forces. At the same time, this process does not significantly affect the original grain structure of the material, which may be beneficial from the point of view of quality control and predictability of final properties.
One of the challenges with the WT-F method is the phenomenon of springback. Although studies (including Choi et al. [20]) have shown that springback in the W-state is less than in the T6 state, it still requires precise control, e.g., by adjusting the forming tools to achieve repeatability of the geometric parameters of the details. Since forming takes place at ambient temperature, there is no problem with blurring of the sheet surface, and any lubricant can be used for forming.
After the forming process, the material is strengthened by aging, natural or artificial, often in combination with the PB process. Studies have shown that after 24 h of natural aging, the hardness of the material increases, reaching up to 89–92% of the value corresponding to the T6 state. In some cases, shortened artificial aging or aging combined with PB was used, which allowed for a favorable compromise between strength and ductility, as well as savings in time and energy.
In many studies, such as those conducted by Gronostajski et al. [12], Argandoña et al. [17], and Nasim et al. [26], it was possible to forming elements with complex geometries without defects or cracks, while achieving high values of true tensile strength, reaching up to 670 MPa – significantly above the level for typical 5000 and 6000 series alloys used in the automotive industry. In the case of naturally aged beams, the YS was approximately 400–415 MPa, and the elongation at break reached up to 18%, which indicates that the material retained good ductility. PB causes a slight decrease in strength and ductility, but at the same time can improve the YS.
Material issues and the search for new and better aluminum alloys are also certainly important [28]. In summary, the method of forming high-strength W-temper aluminum alloys is currently the subject of much research and development. Its greatest advantage is the ability to press components at room temperature while maintaining good formability and high mechanical properties after appropriately selected aging. Despite the lack of industrial implementation, the results obtained so far indicate the great potential of this technology, although there is still a need for further research on process optimization, springback control, and ensuring the repeatability of the mechanical parameters of finished products.
Author states no funding involved.
Mateusz Skwarski: Conceptualization – ideas, formulation and evolution of overarching goals and aims, Writing – Original Draft – preparation, creation and presentation of the published work, specifically writing the initial draft (including substantive translation), Writing – Review & Editing – critical review, commentary and revision, including pre-and postpublication stages, Visualization – preparation, creation and presentation of the published work, specifically visualization/data presentation.
Author states no conflict of interest.