
Fig. 1.
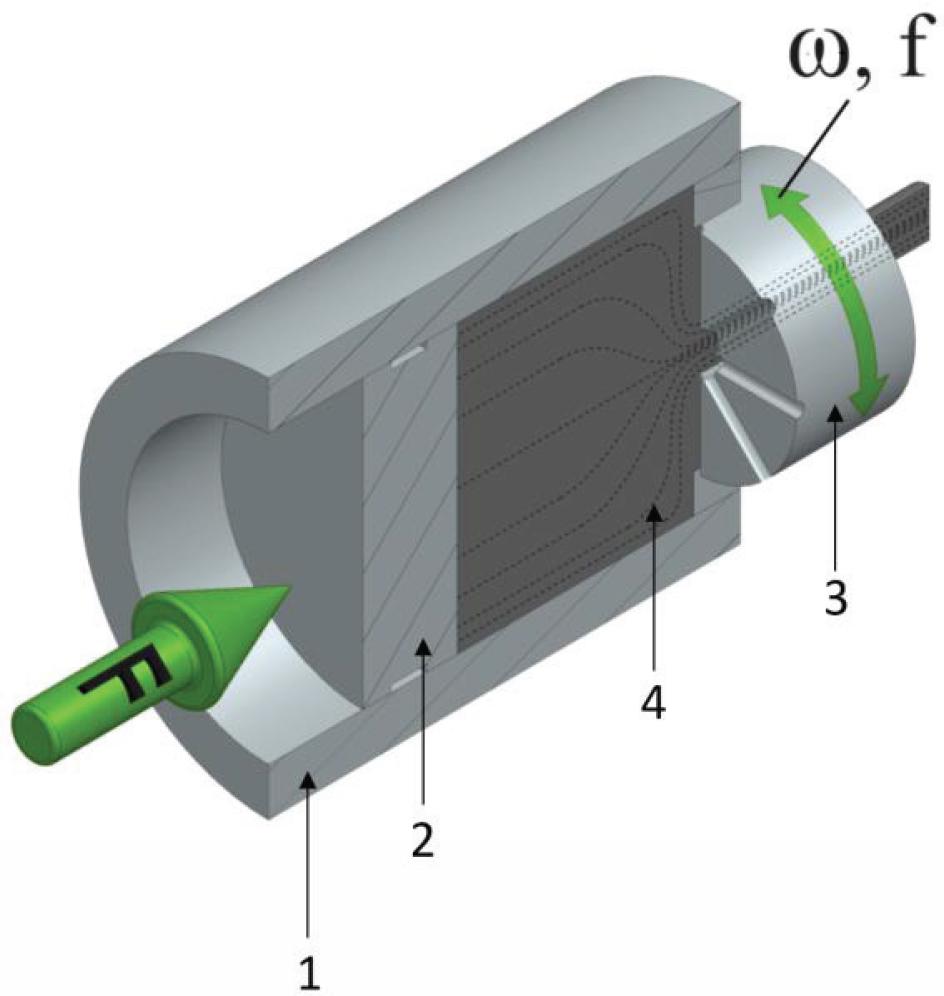
Fig. 2.

Fig. 3.
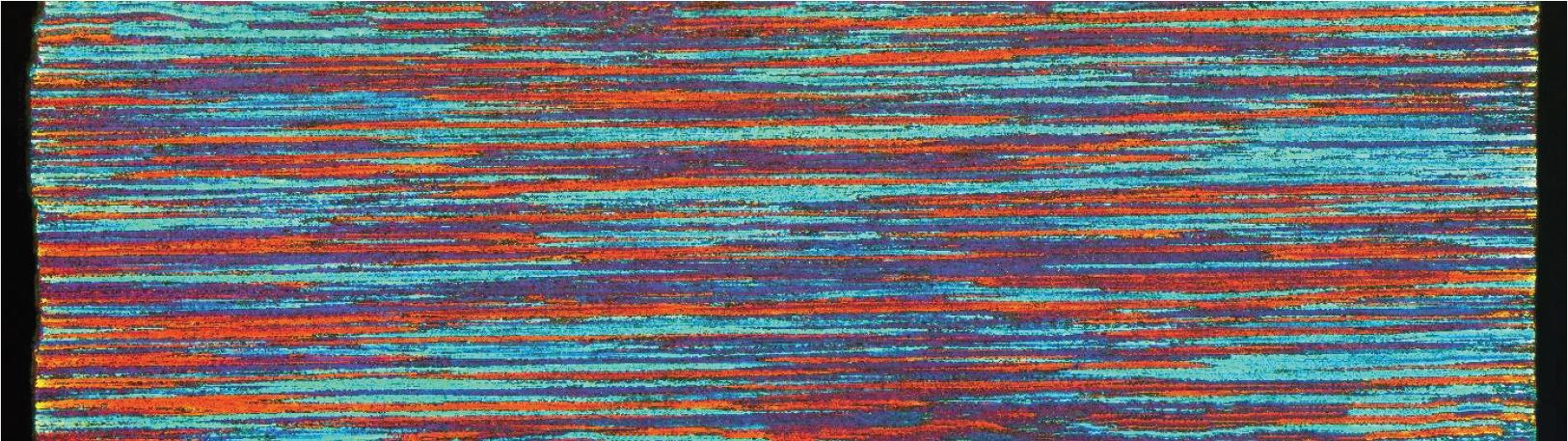
Fig. 4.
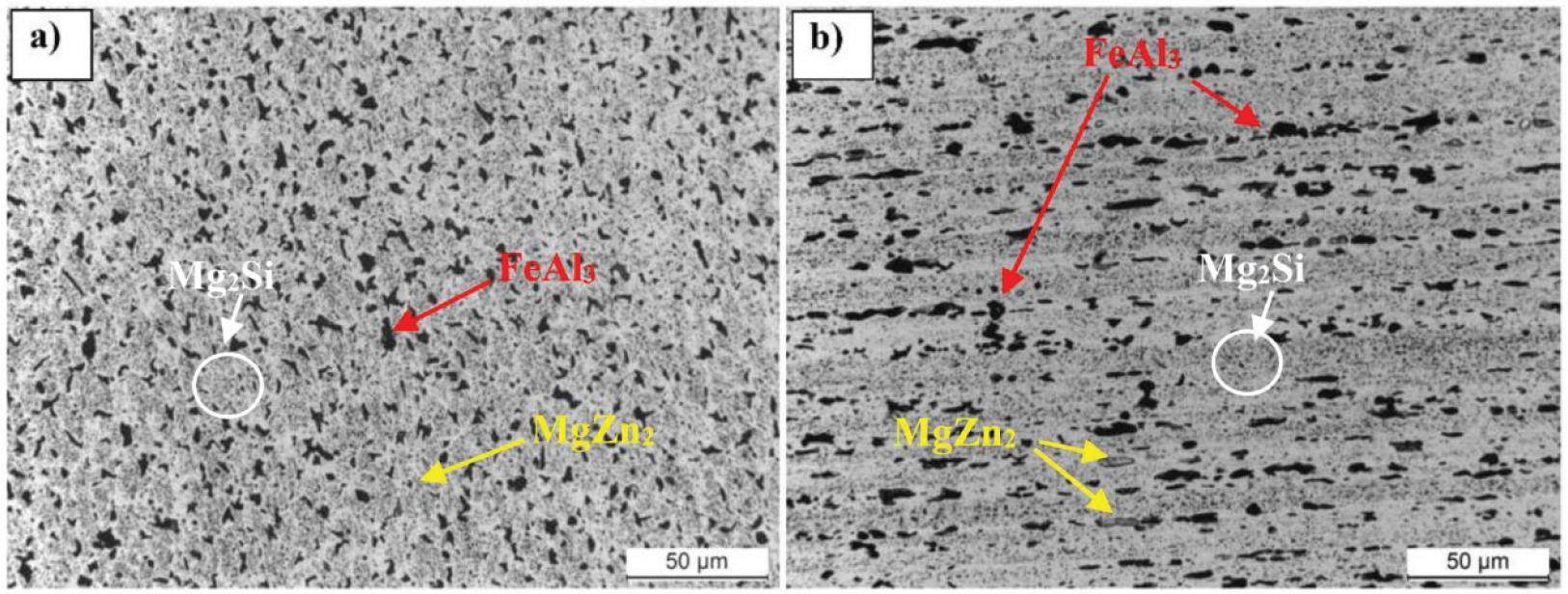
Fig. 5.
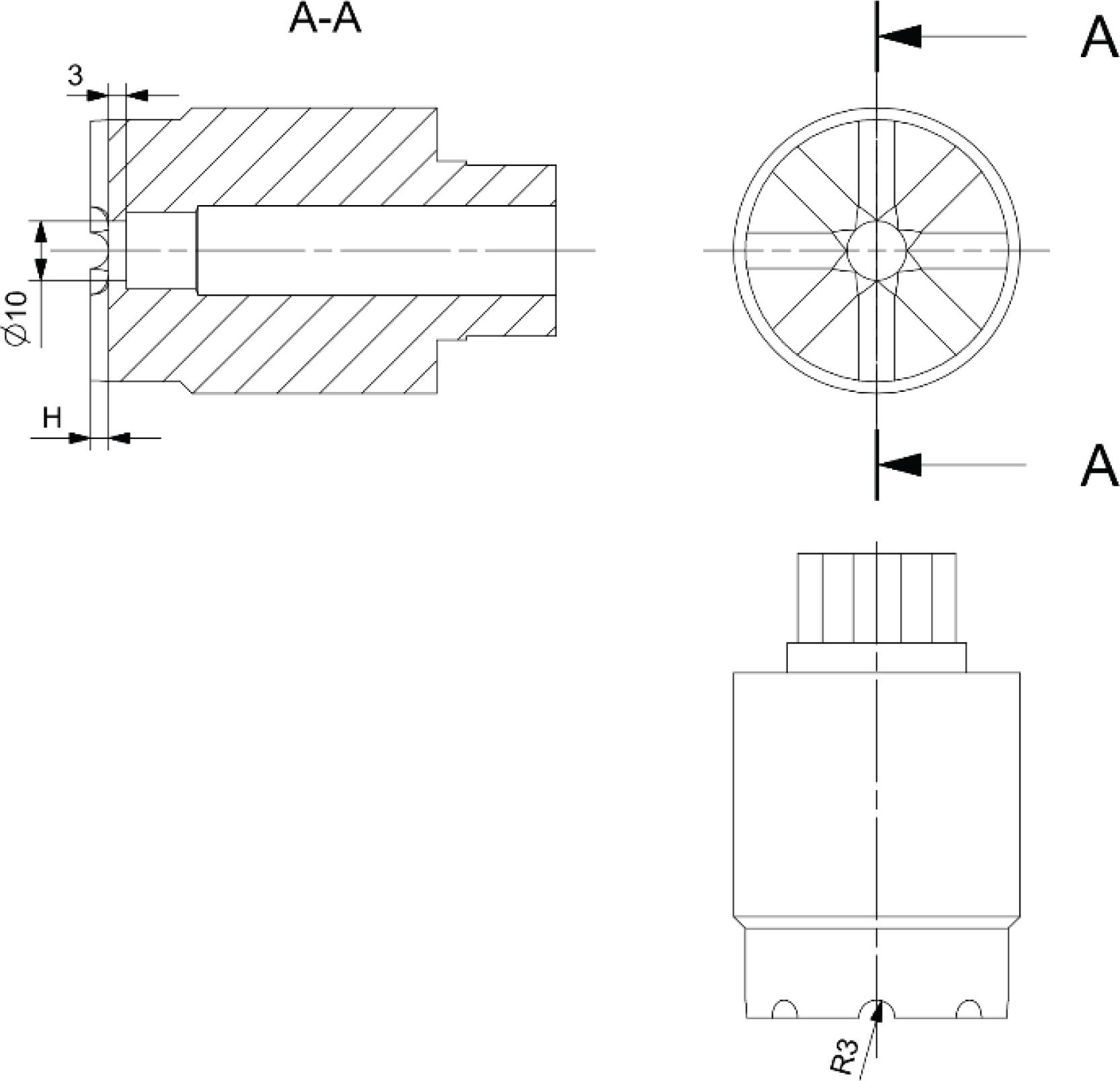
Fig. 6.
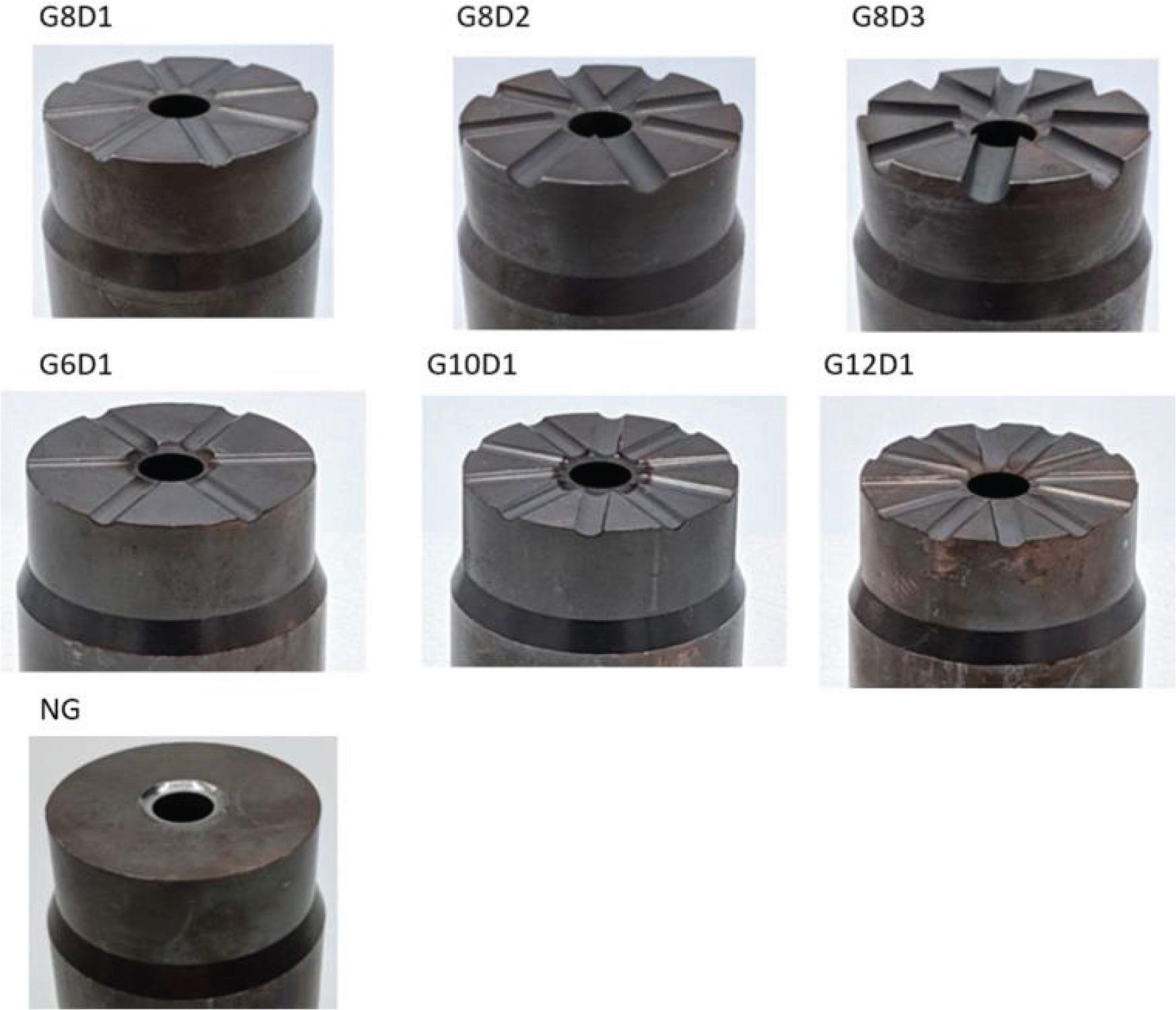
Fig. 7.
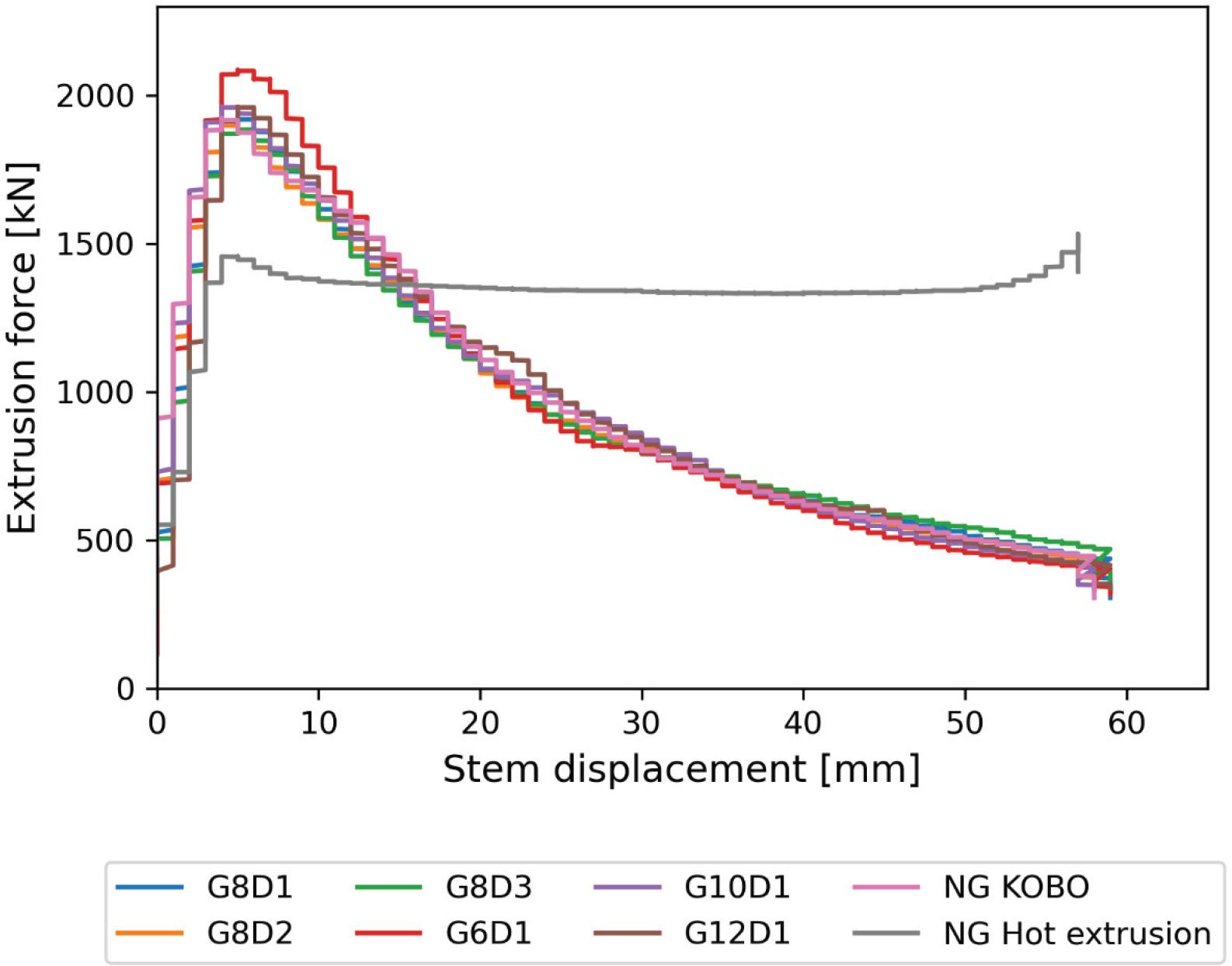
Fig. 8.
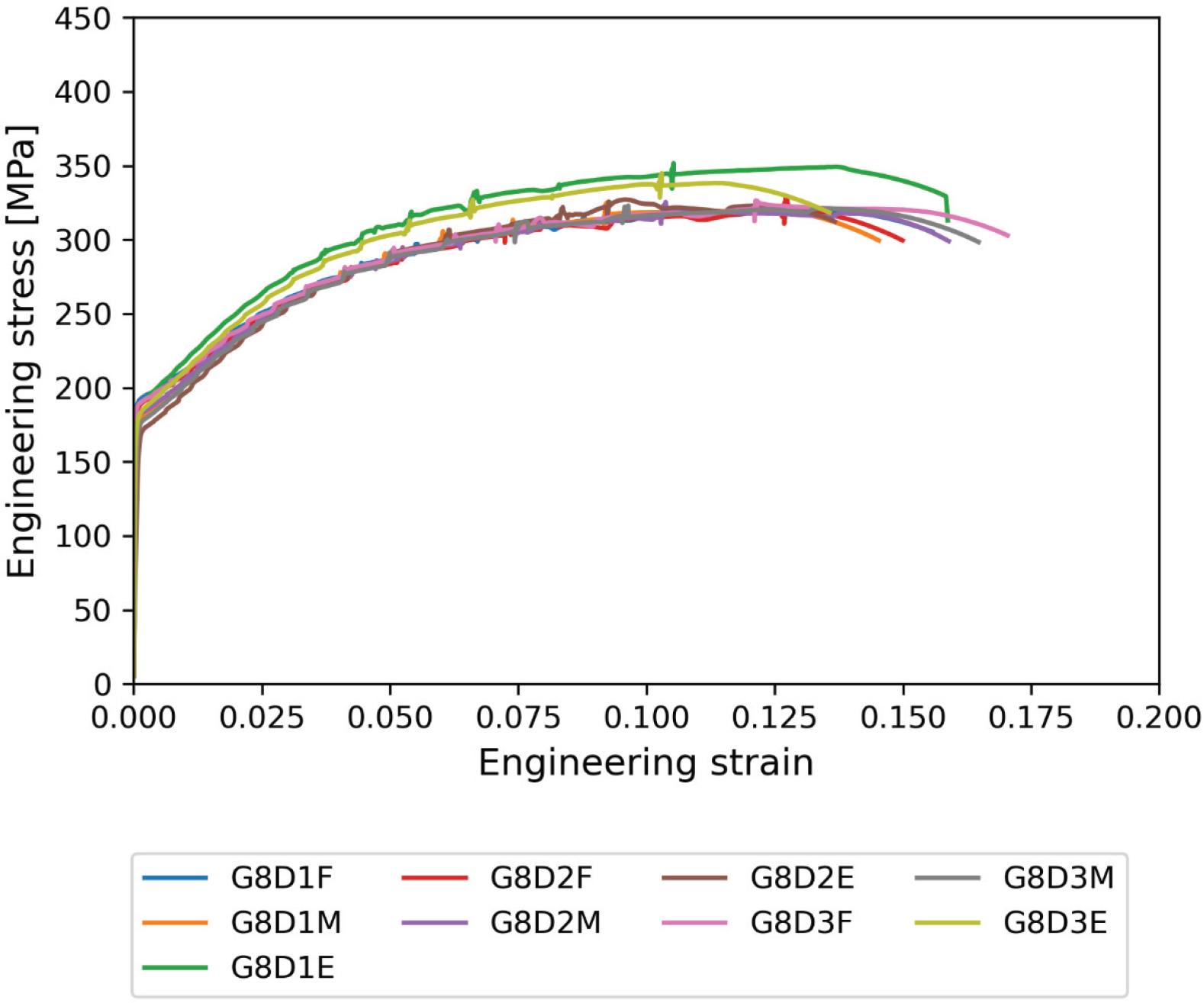
Fig. 9.
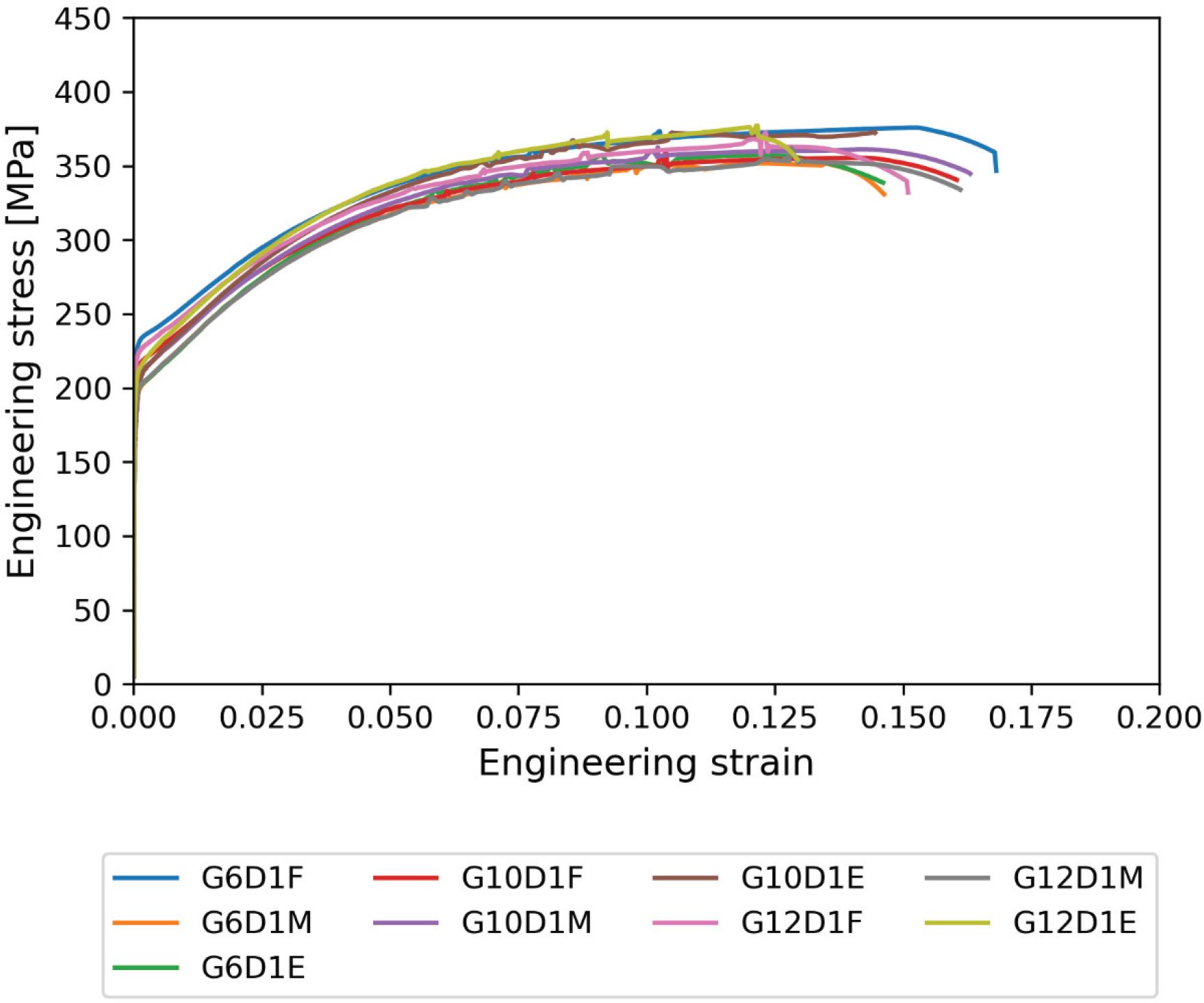
Fig. 10.
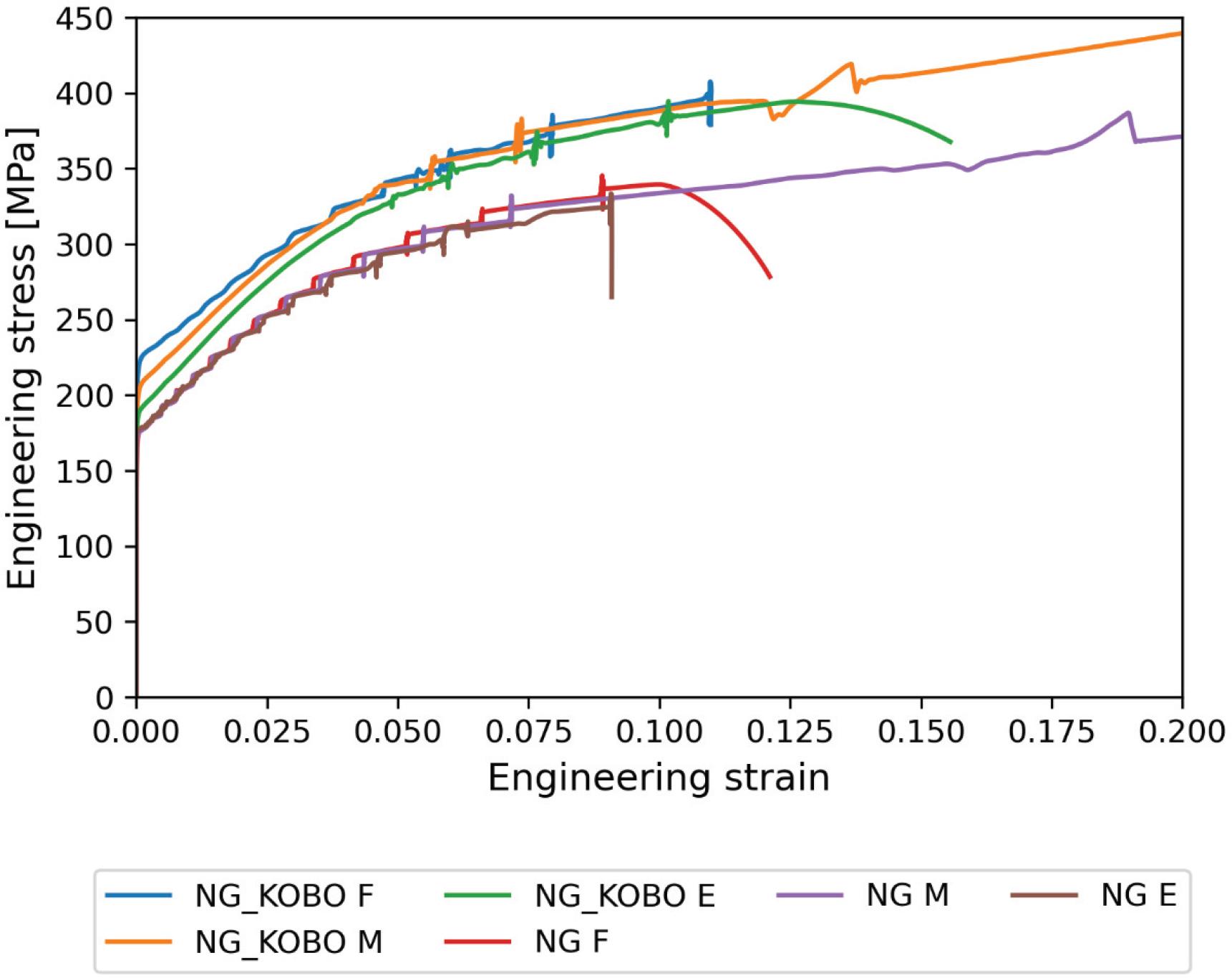
Fig. 11.
Fig. 12.
Fig. 13.
Fig. 14.
Fig. 15.
Fig. 16.
Mechanical properties of extrudate determined by static tensile test – series 1
| Rp0.2 | Rm | A50 | |
|---|---|---|---|
| MPa | MPa | % | |
| G8D1F | 194.3767 | 319.763 | 16.82835 |
| G8D1M | 182.0377 | 325.0069 | 15.53416 |
| G8D1E | 191.4832 | 351.6311 | 17.21147 |
| G8D2F | 191.682 | 329.3694 | 16.09939 |
| G8D2M | 184.0032 | 325.3811 | 17.21048 |
| G8D2E | 174.6589 | 327.0506 | 14.48359 |
| G8D3F | 191.8396 | 326.371 | 18.55923 |
| G8D3M | 179.7999 | 322.9885 | 17.81401 |
| G8D3E | 187.1591 | 344.8309 | 14.46475 |
Mechanical properties of extrudate determined by static tensile test – series 2
| Rp0.2 | Rm | A50 | |
|---|---|---|---|
| MPa | MPa | % | |
| G6D1F | 139.9892 | 375.7772 | 18.3135 |
| G6D1M | 203.2703 | 351.6911 | 15.75259 |
| G6D1E | 203.6512 | 357.1238 | 15.73096 |
| G10D1F | 219.1892 | 359.8165 | 17.40554 |
| G10D1M | 213.132 | 362.4292 | 17.7133 |
| G10D1E | 211.7307 | 372.7265 | 15.55199 |
| G12D1F | 228.0526 | 372.5014 | 16.29631 |
| G12D1M | 204.0853 | 361.9522 | 17.48726 |
| G12D1E | 217.7237 | 377.1663 | 13.81927 |
Mechanical properties of extrudate determined by static tensile test – series 3
| Rp0.2 | Rm | A50 | |
|---|---|---|---|
| NG_KOBO F | 227.5532 | 363.6127 | 11.61306 |
| NG_KOBO M | 210.6277 | 368.3837 | 37.3797 |
| NG_KOBO E | 194.2238 | 354.8399 | 16.83634 |
| NG F | 178.6093 | 314.8302 | 12.87594 |
| NG M | 178.4273 | 318.8969 | 27.68791 |
| NG E | 179.8115 | 303.1239 | 9.513819 |
Dimensions of the characteristic features of the dies used for experimental research
| Code | Number of grooves | Grooves depth [mm] |
|---|---|---|
| G8D1 | 8 | 1 |
| G8D2 | 8 | 2 |
| G8D3 | 8 | 3 |
| G6D1 | 6 | 1 |
| G10D1 | 10 | 1 |
| G12D1 | 12 | 1 |
| NG | – | – |
Maximum recorded extrusion forces in the KOBO process using different die types
| Test | Maximum extrusion force [kN] | Comment |
|---|---|---|
| G8D1 | 2086 | No container sleeve cleaning before test |
| G8D2 | 1962 | |
| G8D3 | 1962 | |
| G6D1 | 1924 | |
| G10D1 | 1906 | |
| G12D1 | 1890 | |
| NG KOBO | 1923 | Flat face die |
| NG | 1458 | Conventional extrusion at 450° C |
| Butt | 79 | Butt pushing force while cleaning container sleeve |