The development of sustainable biomass processing technologies has become a central research focus across energy, agricultural, and materials engineering disciplines (Antar et al., 2021; Parmar, 2017). One particularly challenging aspect of biomass utilisation is the effective reduction of moisture content, which is critical for stabilisation, energy efficiency, and storability (Muscat et al., 2020). High-moisture agro-industrial residues such as apple pomace often require intensive drying before further processing (Tursi, 2019). Among innovative approaches, microwave-based drying systems offer the potential for rapid, volumetric heating, but their performance strongly depends on the electromagnetic field behaviour within the dryer chamber (Wang et al., 2018). Therefore, the effective design and evaluation of such systems require comprehensive experimental and computational analyses, including dielectric characterisation of the processed materials and electromagnetic field distribution studies (Antonic et al., 2020; Viegas et al., 2021).
Apple pomace is a significant by-product of the fruit processing industry, particularly from the production of apple juice and cider. It consists of the solid residues remaining after pressing, including peel, pulp, seeds, and stems, and typically represents 25–30% of the original fruit mass (Różewicz, 2024). The growing global demand for apple-based products has led to a proportional increase in the volume of apple pomace, with millions of tons generated annually worldwide (Rocha Parra et al., 2019). Although it contains a substantial amount of organic matter, including moisture, sugars, fibres, this material is still often treated as waste, posing serious logistical and environmental challenges (Kawecka, Galus, 2021). One of the primary limitations in handling apple pomace is its high moisture content, often exceeding 70%, which promotes rapid microbial spoilage and biochemical degradation. This results in limited storage stability, high mass for transportation, and an increased risk of environmental contamination due to leachates and methane emissions during decomposition (Zaky et al., 2024). Common disposal methods such as landfilling or use as untreated low-grade animal feed do not provide effective valorisation of this biomass. Therefore, there is a strong need for efficient processing strategies aimed at stabilizing and converting apple pomace into a standardised and controllable substrate for further use. Due to its high moisture content, variable structure, and rapid spoilage, apple pomace is a technically challenging material for drying and thermal treatment (Krasowska, Kowczyk-Sadowy, 2018). These characteristics make it a suitable model substrate for experimental evaluation of drying systems, particularly in the context of microwave-based technologies, where moisture distribution, penetration depth, and dielectric behaviour are critical for system efficiency. The complexity of apple pomace as a testing medium allows for the identification of operational challenges in dryer design, such as field distribution irregularities, mixing efficiency, or material-flow interactions (Zhang et al., 2021). In this context, apple pomace serves not as an end-use product focus, but as a representative organic material enabling the validation of technical solutions in electromagnetic field management and thermal processing (Lyu et al., 2020).
A promising solution for improving the processing of high-moisture organic residues such as apple pomace is the use of microwave drying technologies. In contrast to conventional high-temperature drying methods, which often operate at 220–300 °C, microwave drying allows for rapid volumetric heating at significantly lower average temperatures (Gurev et al., 2023). This is achieved by the direct interaction of microwave radiation with polar molecules within the material, leading to internal heat generation and accelerated moisture removal (Bhat et al., 2023). As a result, the drying process is not only faster, but also potentially more uniform, depending on the configuration of the electromagnetic field. Microwave drying systems, however, pose considerable technical challenges related to energy distribution, chamber geometry, and material behaviour (Solyom et al., 2020). One of the critical issues is the uneven distribution of the electromagnetic field inside the drying chamber, which results in hot spots and cold zones, thereby causing non-uniform moisture removal and local overheating (Kosowska-Golachowska et al., 2019). This phenomenon is strongly influenced by the dielectric properties of the material, its moisture content, and the arrangement of the microwave emitters (magnetrons) within the system. Particularly in the case of complex, heterogeneous materials such as apple pomace, these interactions become difficult to predict without dedicated measurements and simulations (Tulej, Głowacki, 2022). The effectiveness of the drying process is also impacted by the interaction between multiple sources of radiation within the chamber, wave reflections, and boundary conditions imposed by the design of the waveguide windows, chamber walls, and internal transport mechanisms (Bao et al., 2023). Although the interaction between microwave energy and moist biomass has been widely studied in theory and at laboratory scale, industrial-scale implementations remain rare. At present, no large-scale, fully operational microwave dryers using apple pomace as a primary substrate and designed according to circular economy principles are known to be in operation. These factors must be carefully evaluated to avoid efficiency losses, product degradation, and damage to the equipment. As part of ongoing technological development, microwave drying systems are being increasingly studied not only for their drying performance but also for their structural and operational limitations (Rasooli Sharabiani et al., 2021). Apple pomace, due to its high initial moisture, low flowability, and complex microstructure, serves as an ideal testing substrate for such systems. Importantly, this approach does not attempt to evaluate the final quality or nutritional value of the dried product but rather to validate the engineering parameters critical for efficient system design (Tepe, Tepe, 2020). The application of microwave drying in this context supports the development of more robust and energy-efficient technologies for the valorisation of wet biomass (Gonelimali et al., 2021). Proper understanding of field penetration, dielectric losses, and system matching under real operating conditions is key to minimizing energy consumption and maximizing throughput. Experimental research in this area contributes to refining simulation models, identifying zones of energy concentration, and proposing design modifications aimed at improving system uniformity and durability (Putra et al., 2023).
This study addresses key engineering challenges encountered in the operation of industrial microwave dryers, specifically the non-uniform distribution of electromagnetic fields within the drying chamber, which affects the stability, efficiency, and reliability of the process. Irregular field intensity results in inconsistent energy absorption, leading to uneven material heating, local overheating, and potential component stress. In systems equipped with multiple magnetrons, additional complications arise from frequency mismatch and chamber geometry, which can amplify interference effects and energy reflection, compromising system performance and potentially damaging critical components.
The primary objective of research is to improve the functional performance of a multi-magnetron microwave dryer by experimentally characterizing electromagnetic field behaviour and analysing its interaction with biomass used as test material. The following specific objectives were defined:
To evaluate the electromagnetic field distribution inside the prototype dryer chamber and identify spatial non-uniformities caused by geometry and magnetron arrangement.
To characterize the dielectric properties of the test material (apple pomace) at different moisture levels in order to determine their influence on energy absorption and penetration depth.
To conduct electromagnetic simulations using measured material parameters to validate observed field behaviour and assess system efficiency.
To analyse magnetron load matching under different material conditions and propose design improvements to reduce reflected power and prevent thermal damage.
To formulate recommendations for optimizing magnetron configuration, chamber design, and material handling, aiming to achieve uniform field distribution and enhanced equipment durability.
The hypothesis of this study is that by modifying the spatial arrangement of microwave emitters and adjusting the chamber geometry to improve the uniformity of electromagnetic field distribution, it is possible to reduce power reflection, enhance energy absorption efficiency, and minimize localised overheating. These improvements are expected to lead to more uniform drying of apple pomace and improved reliability of the microwave dryer components.
The material used in this study was apple pomace, a by-product of apple juice production, obtained from a local juice processing facility. Apple pomace is composed primarily of the apple’s skin, pulp, seeds, and stems, left after the juice extraction process. The pomace was produced from a mix of industrially processed dessert apple cultivars, including Golden Delicious, Idared, and Gala, sourced from seasonal batches processed in September. For this study, two variations of apple pomace were prepared and used to assess the impact of moisture content on microwave drying performance. The first variation was fresh, wet apple pomace, which had an approximate moisture content of 70% (±0.5% accuracy). This wet pomace was collected immediately after the juice extraction process from a batch of apples, commonly used in juice production. The pomace was handled carefully to maintain its high moisture content and was stored under refrigerated conditions at approximately 4–8 °C to prevent spoilage and microbial activity prior to the experiments. The wet pomace was used within 48 hours of collection to ensure the preservation of its natural properties. The second variation was pre-dried apple pomace, prepared by drying a portion of the wet pomace in a controlled environment to reduce the moisture content to approximately 10% (±0.5% accuracy). The drying process was carried out using a drying device set at 50 °C until the target moisture content was achieved. The drying process was repeated in three independent batches to ensure reproducibility of the prepared material. This drying was conducted to obtain comparative dielectric data for both hydrated and storage-dry samples, and to serve as a baseline for electromagnetic simulations. The pre-dried pomace was then stored in sealed, airtight containers at room temperature to prevent moisture absorption from the environment before being used in the experiments. In both variations, the apple pomace was ground to achieve a uniform particle size of approximately 5–10 μm (CSJ-1000 coarse crusher), which was necessary to ensure consistent results during the dielectric property measurements and the microwave drying trials. Proper particle size uniformity was essential for controlling heat and moisture transfer during the drying process. After grinding, both wet and pre-dried samples were stored under appropriate conditions to avoid contamination or moisture loss until they were used in the experiments. The primary goal of the material preparation was to standardize the samples for accurate comparison of drying efficiency and microwave absorption characteristics between the wet and pre-dried apple pomace.
The experimental microwave dryer designed for testing included two magnetrons. The final version of the device for industrial apple pomace drying will incorporate 10 magnetrons. All studies were conducted on a prototype with two magnetrons, with conclusions based on the potential performance of the final solution with 10 magnetrons. The final microwave dryer prototype is designed for industrial-scale drying of apple pomace. The drying system consists of a 318 mm diameter U-shaped trough made from bent sheet metal, in which the material is transported by a screw conveyor. This geometry ensures stable layer thickness and promotes uniform distribution of microwave energy, resulting in even drying. A screw conveyor operating at a low rotational speed (3–4 rpm) was used to minimise particle entrainment and provide gradual, controlled movement of the material along the chamber, ensuring consistent exposure to microwave energy throughout the process. The prototype was equipped with continuous wave magnetron microwave heads MMH-1112110, production of MARKOM, each operating at a frequency of 2450 MHz and delivering approximately 1 kW of power. The magnetrons are mounted on the dryer’s covers, which allows for uniform distribution of microwaves across the drying chamber. The magnetrons are cooled by a closed-loop water cooling system, which uses a specialised cooler (SCH B2000/B/4.0/WRT) that circulates either water or a 35% glycol solution. The system ensures that the magnetrons do not overheat during continuous operation. It includes a 40-liter thermally insulated buffer tank where heat is exchanged and the cooling medium is circulated by a pump with a stirrer to ensure consistent cooling. The system is equipped with a liquid-ring vacuum pump that maintains low pressure inside the chamber, allowing for drying at temperatures below 50 °C. Pneumatically controlled knife gates regulate material flow at the inlet and outlet chambers, ensuring stable vacuum conditions. Safety interlocks monitor pressure and material presence, preventing magnetron damage during idle conditions. The structural configuration of the microwave chamber, magnetron layout, and material transport system were designed specifically to support field uniformity studies and to evaluate critical engineering parameters of the dryer. Apple pomace served as a representative test material to verify operating performance under real drying conditions. Figures 1 and 2 illustrate the main structural elements of the dryer, including magnetron placement, inlet system, drive shaft, and transport mechanism.
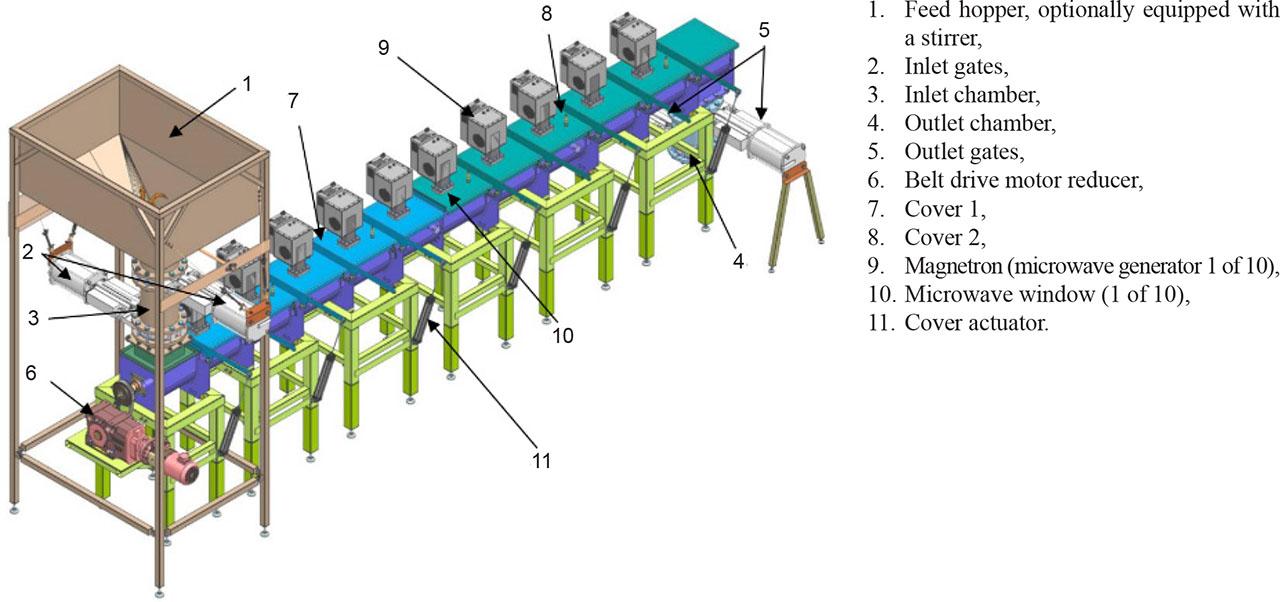
Components of the microwave dryer body.
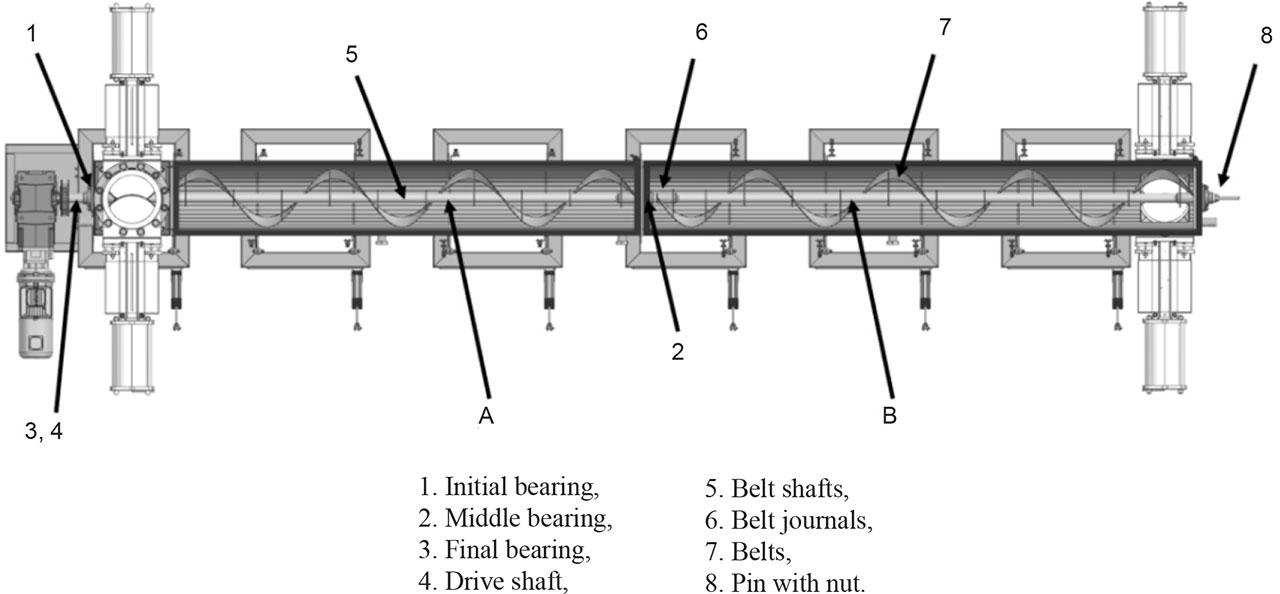
View of final microwave dryer with the covers removed.
The research prototype with two magnetrons was created specifically for experimental purposes, allowing the research team to test and validate various hypotheses about the electromagnetic field distributions and material drying characteristics. This prototype was designed with additional modifications to enable precise electromagnetic field observation. The chamber was outfitted with drilled holes to allow insertion of electric and magnetic field probes. These probes were used to monitor the intensity and distribution of the electromagnetic fields within the chamber, as well as to identify areas where field intensity varied significantly. The silicone and Teflon seals were removed, and metallic contacts were introduced between the components to better contain the electromagnetic fields. Additionally, covers were installed over various gaps and holes in the structure to further reduce leakage. Access to the interior of the chamber was made possible by drilling several holes in the chamber walls. This allowed the insertion of two types of antennas: an electric field probe (a short rod antenna) and a magnetic field probe (a loop antenna). These probes were used to observe mutually perpendicular components of the electromagnetic fields within the chamber. The measurements showed that the fields were highly variable, with uneven distributions of field intensity maxima and minima, making it crucial to understand how the fields interacted with the material inside.
The experimental setup was designed to evaluate the electromagnetic behaviour of a microwave dryer operating at a frequency range of 2.4–2.5 GHz. Two types of probes were used to observe and record the electromagnetic field distribution inside the chamber: an electric field probe (short monopole antenna) and a magnetic field probe (loop antenna). Measurements focused on mapping field intensity distributions (maxima and minima). The setup allowed for evaluation of field patterns created by standing waves and resonant modes within the chamber. The measurements were carried out in the central horizontal plane of the drying trough, under vacuum conditions replicating the operating environment, to obtain representative field characteristics. Dielectric measurements of both wet and dry apple pomace were conducted to characterize their interaction with microwave energy, providing input data for the simulation of energy absorption and heating profiles. The material properties were measured using a 7 mm coaxial microwave measurement line. The measurements were performed using an Rohde & Schwarz ZVA 50 Vector Network Analyser. The network analyser was calibrated using the Thru-Reflect-Match method, with calibration planes set at the boundary of the measurement line. This ensured that any reflections or signal losses from the measurement system itself were minimised. During the measurement process, several auxiliary measurements were conducted to mathematically isolate the material parameters from the system’s inherent effects. The results from the analyser were recorded in the form of a scattering matrix across the frequency range of interest (2.4–2.5 GHz). To extract the dielectric properties of the material, the Nicholson-Ross-Weir (NRW) method was applied to the scattering matrix. Assuming that the apple pomace samples were non-magnetic, this method enabled precise calculation of the complex dielectric permittivity. The NRW method used in this process allowed for improved accuracy compared to traditional formulas, providing essential data on the electrical permittivity and the dielectric loss tangent of the wet and dry material samples. The magnetrons operating in the dryer were tested using a spectrum analyser to confirm their emission within the declared 2.4–2.5 GHz range. This step ensured that the variability in magnetron performance was captured, which could influence the uniformity of the electromagnetic field distribution in the dryer chamber. This data was crucial for understanding how the electromagnetic energy interacts with the material inside the dryer. The dielectric properties of both wet (70% moisture) and dry (10% moisture) apple pomace were extracted from the scattering parameters obtained from the network analyser. These properties included the electrical permittivity, which affects the reflection of microwave energy, and the dielectric loss tangent, which describes the energy absorption by the material. This data was used to simulate how the material interacts with the microwave energy during the drying process.
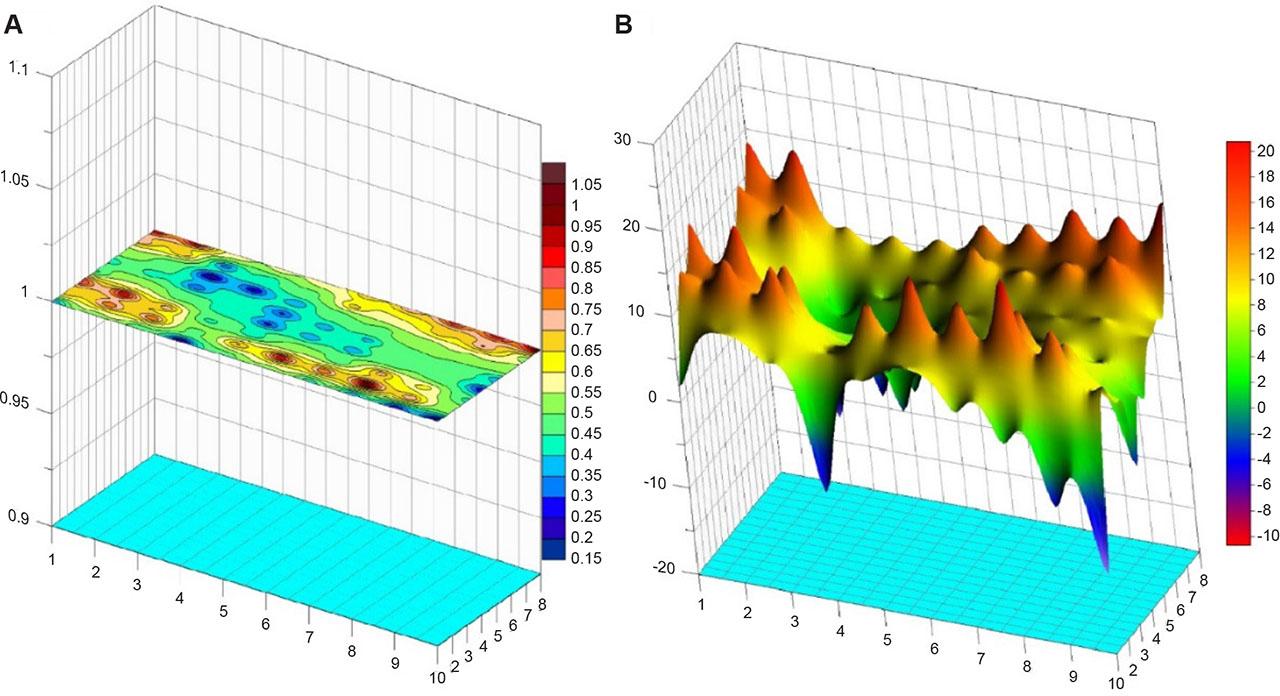
The results of the electromagnetic field measurements and material property evaluations are presented in the following figures. Figure 3A shows the measured distribution of the total magnetic field within an area of 6 cm by 7 cm, using 4 measurement holes spaced 2 cm apart and 7 antenna positions spaced 1 cm apart. The data is visualised using a thermal (linear) scale. Figure 3B presents a spatial plot of the total magnetic field intensity in the same 6 cm by 7 cm area (4 holes spaced 2 cm apart and 7 antenna positions spaced 1 cm apart), displayed on a linear scale. Figure 4A displays the measured distribution of the electric field over an area of 18 cm by 7 cm, using 10 measurement holes spaced 2 cm apart and 7 antenna positions spaced 1 cm apart. The data is presented using a thermal (linear) scale. Figure 4B provides a spatial plot of the electric field intensity in the same 18 cm by 7 cm area (10 holes spaced 2 cm apart and 7 antenna positions spaced 1 cm apart), using a thermal scale and logarithmic intensity scale. Figure 5A shows the measured dielectric permittivity of apple pomace across a wide range of frequencies, providing essential information about the material’s electromagnetic properties. Figure 5B displays the measured dielectric loss tangent of apple pomace over a wide frequency range, indicating how the material absorbs microwave energy.
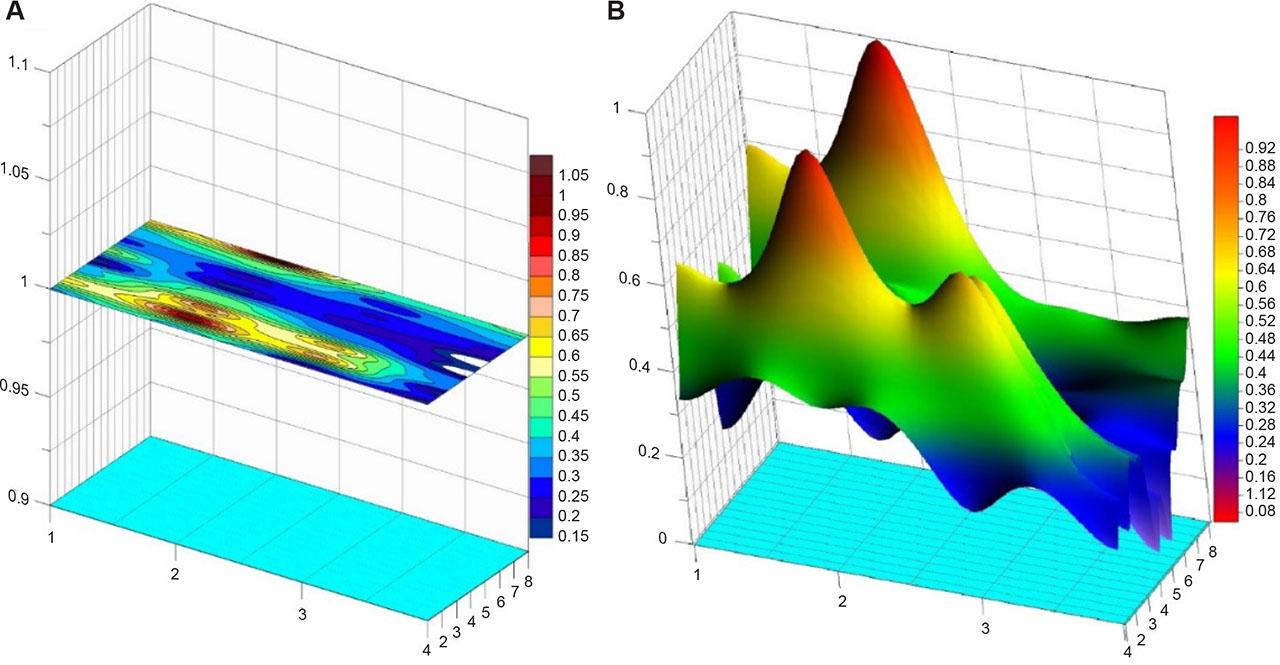
A: Measured distribution of the total magnetic field (thermal, linear scale); B: Spatial plot of the total magnetic field intensity (linear scale).
A: Measured distribution of the electric field (thermal, linear scale); B: Spatial plot of the electric field intensity (thermal, logarithmic scale).
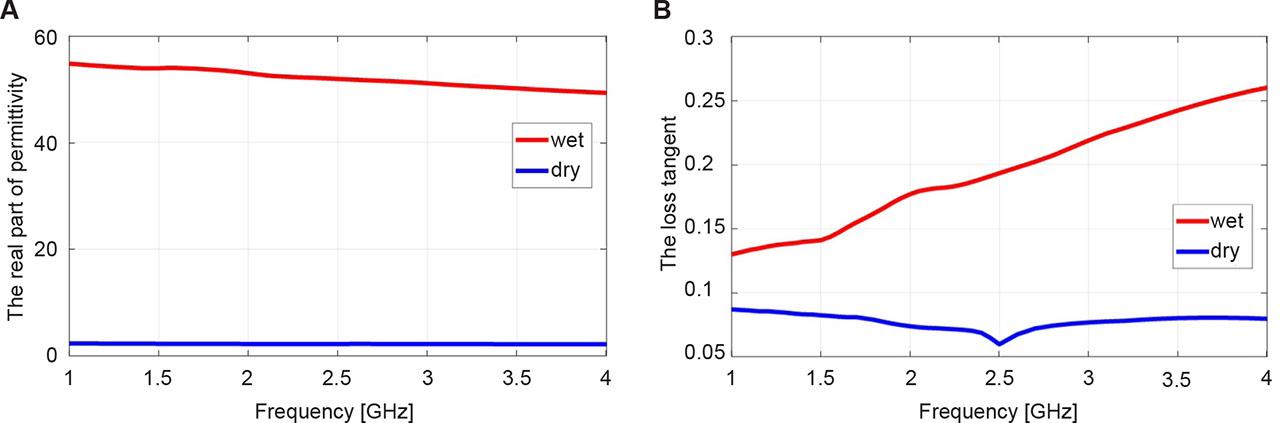
A: Measured dielectric permittivity of apple pomace over a wide frequency range; B: Measured dielectric loss tangent of apple pomace over a wide frequency range.
Figure 6 illustrates the penetration depth of electromagnetic waves into the dried material, a critical factor in understanding the efficiency of the drying process. Figure 7A provides a detailed fragment of the electromagnetic field distribution inside the microwave dryer chamber, highlighting areas of field concentration. Figure 7B shows the magnetron matching for a dryer filled with wet or dry feed material, illustrating the impact of material load on magnetron performance.
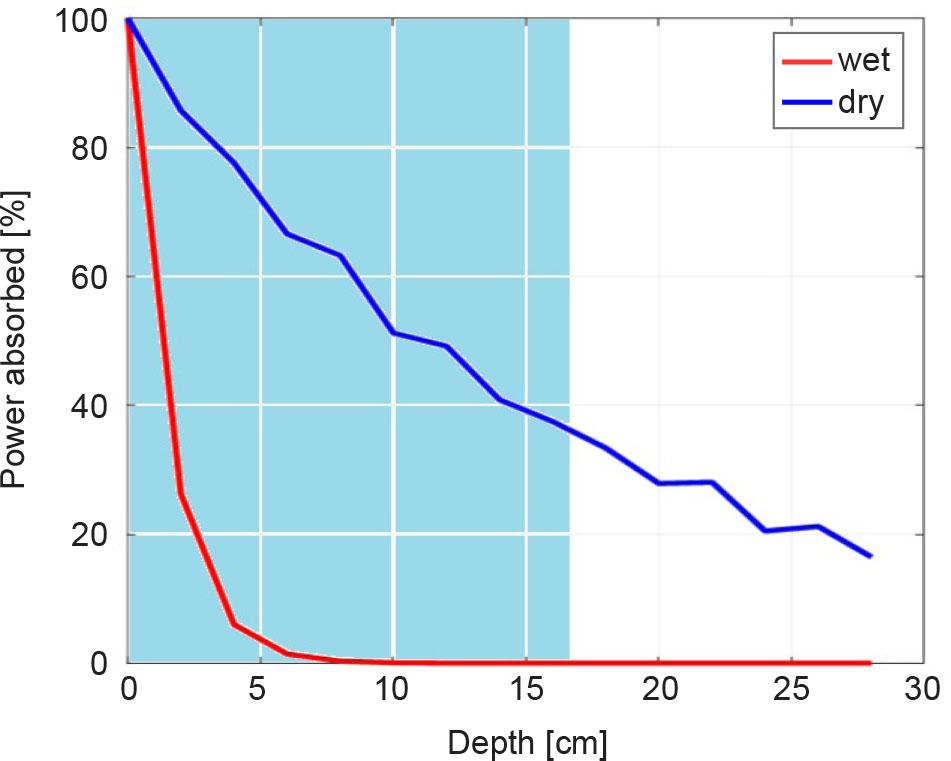
Penetration depth of electromagnetic waves into the dried material.
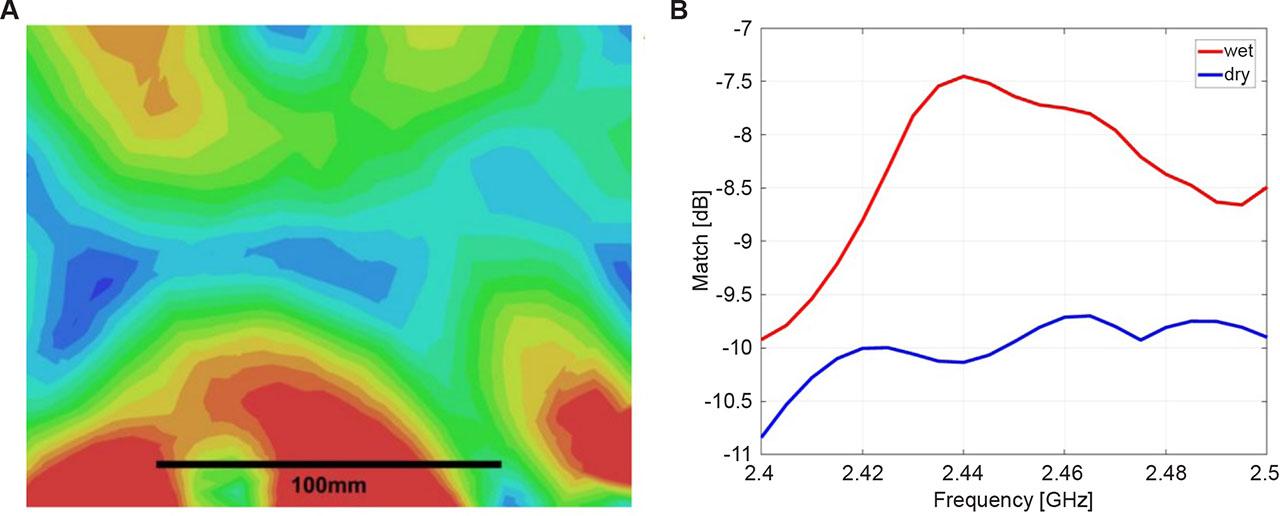
A: Fragment of the electromagnetic field distribution inside the microwave dryer chamber; B: Magnetron matching for a dryer filled with wet or dry feed material.
The measurements confirmed strong spatial variability of the electromagnetic fields inside the chamber, primarily due to standing wave formation and the resonant nature of the structure. Figures 3A and 3B depict the magnetic field distribution, where a distinct pattern of maxima and minima is observed with distances ranging from 2 to 6 cm between adjacent maxima. The uneven field distribution, caused by the chamber’s resonant nature, results in standing waves, with the chamber behaving as a resonator with multiple simultaneous resonances. The field distributions change as standing waves with half-wavelength intervals, making the field variability faster (in space) than half the wavelength in free space. This effect, combined with the slight frequency discrepancy between the magnetrons (operating at 2470 MHz and 2460 MHz), amplifies the variability of the electromagnetic fields, making it impossible to predict the field distributions in the dryer chamber without detailed electromagnetic simulations. At 2.45 GHz, the wavelength in free space is approximately 12.24 cm, but inside the chamber, multiple resonances cause a faster spatial variability in the fields, producing standing waves with shorter intervals. Initial tests using a trial dryer with unsealed gaskets revealed considerable electromagnetic leakage. Initial measurements showed excessive electromagnetic field leakage through the gaps and silicone gaskets. After replacing the silicone and Teflon gaskets with metallic contacts and installing covers for holes and gaps, the fields outside the chamber were reduced to acceptable levels. However, inside the dryer, the variability persisted due to the presence of standing waves, as evidenced by the measured electric field distributions in Figures 4A and 4B. These findings highlight the importance of both proper shielding and internal field distribution control when using multiple magnetrons in a resonant microwave system. This spatial non-uniformity is a well-known limitation of multimode microwave cavities, as discussed by paper (Rattanadecho, Makul, 2016), where emphasised that standing wave formation leads to persistent hotspots and cold zones. Their review supports the importance of chamber geometry and load dynamics in mitigating uneven field distribution in resonant systems.
The dielectric behaviour of wet and dry apple pomace was investigated to assess its influence on energy absorption and drying performance. Similar trends were reported by paper (Al-Muhtaseb et al., 2010), where observed that materials with high moisture content exhibit elevated dielectric constants and loss factors, leading to greater surface heating and limited energy penetration. These findings reinforce the conclusion that high initial moisture significantly reduces microwave penetration depth. The dielectric properties of the material, shown in Figures 5A and 5B, reveal that wet pomace (70% moisture) has a much higher dielectric permittivity and loss tangent compared to dry pomace (10% moisture). This higher permittivity in wet material leads to greater microwave reflection at the surface, reducing penetration depth and concentrating energy absorption near the surface. As a result, microwave energy is mostly dissipated near the surface of wet material, which may cause superficial overheating while the inner volume remains moist. This behaviour can lead to uneven drying unless additional measures, such as mechanical mixing or thin-layer spreading, are employed. Paper (Solyom et al., 2020) reported that in apple pomace, dielectric properties such as the dielectric constant and loss factor exhibit a non-linear dependence on moisture content, with peak values observed below 60% moisture, supporting the observed limitations in microwave penetration at higher moisture levels. The increased reflection and energy absorption near the surface in wet pomace also limit the effective penetration of microwaves into the material, further contributing to inefficient drying. In contrast, dry material, with its lower permittivity and loss tangent, allows for deeper penetration of microwaves, leading to more uniform energy absorption throughout the material’s volume. This uniformity in energy distribution explains why dry material can be more efficiently dried without requiring additional adjustments to the drying process. These findings are consistent with paper (Rattanadecho, Makul, 2016), where reviewed that microwave-assisted drying (MWD) is particularly efficient for materials with strong dielectric loss, but drying efficiency is highly sensitive to moisture-dependent permittivity. They highlighted that penetration depth decreases with increasing moisture, reinforcing the need for pre-drying or thin-layer application to ensure uniform heating. The results confirm that uniformity of energy distribution improves significantly in low-moisture feed, enabling better process control and reducing the risk of localised overheating. Although the general relationship between moisture content and dielectric properties is well-established in the literature, the measurements conducted in this study were necessary for system-specific electromagnetic simulations and power-matching calculations. The precise characterisation of permittivity and loss tangent at 2.45 GHz, based on the actual pomace samples used in the dryer, allowed accurate modelling of energy absorption and penetration depth. Without these measurements, it would not have been possible to parametrise Figures 5 and 6 or to simulate power reflection scenarios in a way that reflects the real operating conditions of the prototype system.
Figure 6 presents the calculated penetration depth of microwave energy at 2.45 GHz in materials with different moisture levels. These results are critical for evaluating the energy dissipation profile inside the feed and its correlation with layer thickness. The blue area on the graph represents the depth of the dryer chamber, extending from the middle of the shaft to the bottom. For wet material (70% moisture), the penetration depth is shallow, meaning the energy is primarily absorbed near the surface. This results in inefficient drying for deeper layers, as the majority of the microwave energy is concentrated near the surface. The curve for wet pomace shows that only a fraction of the electromagnetic energy reaches the lower layers of material, which reduces the effectiveness of the drying process. As a result, thin-layer spreading (close to the walls of the chamber) or intensive, continuous mixing is required to expose more material to the microwave energy and ensure uniform drying. Otherwise, significant moisture gradients can form across the material bed. This observation is consistent with the study (Feng et al., 2012), where emphasised that the effectiveness of microwave drying depends strongly on moisture-dependent dielectric behaviour. According to their analysis, volumetric heating and internal vapour-driven transport are most efficient at reduced moisture levels, which supports the use of thin layers or pre-drying strategies for high-moisture feed. In contrast, for dry material (10% moisture), the situation is much more favorable. The lower moisture content allows the microwaves to penetrate deeper into the material, enabling more uniform drying throughout the entire volume. Simulations further show that reflected waves from metallic surfaces contribute to power redistribution, increasing exposure in deeper layers. This reflective effect contributes to improved efficiency for dry feed, as the energy is distributed more evenly across the mass. These observations are consistent with dielectric penetration models for bakery products reported by paper (Al-Muhtaseb et al., 2010), which indicate deeper energy distribution at lower moisture levels and confirm the efficiency benefits of processing materials below 50% moisture. The results suggest that the optimal operation of the dryer is achieved with materials that have a moisture content of 50% or less. Drying materials with lower moisture content ensures more effective penetration of microwave energy and better overall drying performance. Paper (Rattanadecho and Makul, 2016) similarly reported that for materials with high moisture content, the reduced penetration depth results in surface overheating and inefficient energy use in deeper layers. Their review emphasised the role of moisture content control and material geometry as key variables in optimising MWD systems. In practical terms, this means pre-drying the material or spreading it in thin layers can significantly improve drying efficiency for materials with higher moisture content. It is important to note that the penetration depth profiles shown in Figure 6 are based on simulation data parameterised with experimentally measured dielectric properties, and not direct in-situ depth measurements. The estimated uncertainty of dielectric permittivity and loss tangent was ±5% and ±7% respectively, based on measurement repeatability and calibration drift of the vector network analyser. These uncertainties propagate into the penetration depth model, resulting in an approximate error margin of ±6–8% in the calculated depth values. Additionally, the rotating screw conveyor influenced material bed thickness, which varied slightly during operation due to the different flow behaviour of wet and dry material. Paper (Rasooli Sharabiani et al., 2021) demonstrated that microwave drying significantly enhances the drying rate of apple slices compared to convective drying, attributed to the volumetric heating mechanism inherent in microwave processes. These findings underscore the advantages of microwave drying in terms of drying efficiency and modeling accuracy, aligning with our observations on the importance of electromagnetic field distribution and system design in optimising drying processes. Based on observation of the transparent test section and conveyor speed control, the estimated material layer thickness was 3.5 ±0.5 cm for wet feed and 2.0 ±0.4 cm for dry feed, under steady-state flow. These fluctuations are taken into account as boundary conditions in the penetration depth analysis and will be further refined in future CFD-coupled simulations. This error quantification provides a framework for interpreting simulation results and planning future improvements to model fidelity, particularly in multi-phase material flow and energy coupling simulations. For this reason, no uncertainty bars were added to Figure 6, as the only source of variability stems from known measurement tolerances of the dielectric properties, declared by the equipment manufacturer. This quantified range is fully described in the text and sufficiently represents the expected deviation, without requiring additional graphical representation.
Electromagnetic simulations confirm that the field distribution inside the chamber is highly non-uniform and sensitive to operational variables. The observed variability results from complex resonant modes influenced by shaft rotation, changing load configuration, and water content. The chamber acts as a multi-resonant system loaded with lossy material, which leads to areas of higher and lower electromagnetic field intensity. The distances between these regions of high and low intensity are close to half the resultant wavelength, typically ranging from several centimeters to over ten centimeters. As the shaft rotates, and with changes in the water content and arrangement of the material inside the dryer, the electromagnetic field distribution also fluctuates. To achieve uniform drying, continuous mixing of the chamber contents is essential. Figure 7A presents a fragment of the electromagnetic field distribution, where red areas correspond to high field intensity (regions where significant power is dissipated) and blue areas correspond to low field intensity (regions where little power is dissipated). These distances align with the field distributions measured in the smaller model of the dryer. The necessity of continuous mixing is confirmed by simulations, which show that without agitation, hot spots and cold zones can persist for extended periods. This mixing is crucial for maintaining uniform drying, as it prevents localised over- or under-drying and ensures that all regions of the material receive appropriate energy input. Similar spatial field patterns were observed in numerical models of multimode applicators analysed by paper (Rattanadecho and Makul, 2016), where demonstrated that even with continuous rotation, transient hotspots can persist. Their work supports the critical role of dynamic load configuration and agitation in suppressing localised heating.
Proper matching of the magnetrons to the dielectric load inside the dryer is critical to minimize power reflection and ensure stable operation. In the absence of material, a substantial portion of the microwave energy is reflected, leading to poor coupling and the risk of overheating the magnetrons. It is therefore essential to ensure that the dryer is only operational when material is inside the chamber. As noted by paper (Rattanadecho and Makul, 2016), poor impedance matching in unloaded or partially filled microwave systems can lead to high reflection and inefficient energy utilisation. Their findings support the need for real-time load monitoring or interlocks to prevent dry starts and minimise magnetron damage. The presence of either wet or dry material significantly improves impedance matching, although variability remains due to non-uniform field distributions. However, the level of matching is generally acceptable, ensuring that the returning power does not damage the magnetrons. Figure 7B shows the minimum matching values for each magnetron at a specific shaft setting. Although real-world results may vary depending on the shaft’s position and the arrangement of the material inside the chamber, simulations indicate that in most cases, the matching (at least for some magnetrons) will be better than the worst-case scenario shown on the graph. Matching values are expressed in decibels (dB), where more negative values represent better matching. For instance, a 3 dB improvement corresponds to halving the amount of power reflected back to the magnetron. A matching value of −7.5 dB means that around 18% of the power is reflected back to the magnetron, while a value of −20 dB, which is achievable in highly optimized material-loaded conditions but not observed on this graph, corresponds to only 1% of the power being reflected. Even in worst-case configurations, not all magnetrons exhibit poor matching simultaneously. In typical loaded conditions, matching values better than -7.5 dB are achievable, contributing to safe and efficient power transfer. Due to computational complexity, each simulation data point required up to 30 minutes of processing; however, the sampling resolution was sufficient to capture the key matching behaviour. This enabled reliable identification of matching thresholds for the tested magnetron configuration. In Figure 7B, uncertainty bars were not included, as the observed variation between simulation runs remained within ±1 dB, corresponding to the numerical precision of the model and mesh resolution. This narrow range of variability does not affect the interpretation of the results and is therefore not shown graphically.
Heating efficiency within the dryer system is a key consideration. Simulations indicate that at least 90% of the total power supplied to the chamber is dissipated in the feed. This indicates very high energy efficiency, with the remaining power either reflected back to the magnetrons (an undesirable effect) or absorbed by the walls of the dryer. However, the total system efficiency also depends on the actual efficiency of the magnetrons themselves, which may vary depending on operating conditions and thermal management. For drying processes, evaporating 1 kg of water at 20°C requires approximately 2600 kJ of energy. With 10 magnetrons each rated at 1 kW and a heating efficiency of 90%, the dryer can generate 9 kW of usable power. Based on this power level, the energy required to reduce the moisture content by 1% in 100 kg of material can be delivered in approximately 5 minutes, assuming ideal conversion of microwave energy into evaporation. This estimation assumes that most of the absorbed energy is used for water evaporation; in practice, some portion is also consumed by heating the dry matter and internal chamber structures. These additional losses slightly reduce the effective energy transfer rate to the moisture, but the overall system remains highly efficient. The heating efficiency observed here aligns with previous studies (Rattanadecho, Makul, 2016), where reported that MWD can reach over 85–90% efficiency when the system is well matched and thermally insulated. They also emphasised that real efficiency strongly depends on moisture content, layer thickness, and the dielectric properties of the feed. The correlation between dielectric behaviour and drying efficiency observed here aligns with earlier findings on microwave-treated food systems, where dissipation factors and penetration depths varied strongly with moisture content and influenced process effectiveness (Al-Muhtaseb et al., 2010). To improve the interpretability of the simulation results and energy efficiency estimations, a simplified error analysis was performed. Measurement uncertainty in dielectric parameters (used as inputs for field and penetration simulations) was estimated based on three repetitions per material variant and calibration reproducibility of the vector network analyser. The propagated uncertainty in calculated power dissipation was estimated at ±6% for wet pomace and ±4% for dry pomace. Additionally, the variable material layer thickness due to shaft rotation was quantified through synchronised visual inspection and geometric analysis. For wet material, the average bed height was 3.5 cm with a standard deviation of ±0.5 cm, while for dry material it was 2.0 cm ±0.4 cm. These variations were incorporated into the boundary conditions of the electromagnetic simulations and sensitivity analysis. As a result, the estimated variability in volumetric power distribution was within ±8%, which is considered acceptable for evaluating prototype-level dryer performance. Although these estimates do not constitute a full uncertainty budget, they provide a necessary context for interpreting Figures 6 and 7 and confirm that the observed trends are robust within the tested operating conditions. This quantitative insight is particularly relevant for future simulation efforts aimed at modelling coupled heat and mass transfer under dynamic load configurations.
This study presents a comprehensive engineering analysis of a prototype microwave dryer focused on electromagnetic field distribution, magnetron behaviour, and energy transfer efficiency. Apple pomace was used as a representative test material to evaluate the electromagnetic performance of the system under real drying conditions. The experimental results and simulations highlight several critical operational and design factors affecting the uniformity, efficiency, and safety of microwave drying processes.
The electromagnetic field measurements revealed substantial spatial variability within the drying chamber, resulting from the resonant nature of the cavity and the interaction of multiple magnetrons operating at slightly different frequencies. Standing wave formation and field non-uniformity were confirmed, requiring electromagnetic simulations to predict field distributions accurately and to guide structural modifications. This irregular field behaviour confirmed the need for continuous material agitation and careful chamber geometry design to ensure stable drying conditions.
The dielectric properties of apple pomace were found to vary significantly with moisture content, influencing how microwave energy is absorbed and distributed. High-moisture material (70%) exhibited shallow penetration depths, leading to superficial heating and requiring mechanical mixing or thin-layer spreading for uniform drying. In contrast, low-moisture material (10%) allowed deeper energy penetration and more even heating, confirming that moisture control is a key factor in process efficiency. These findings were consistent with both measurements and simulations, confirming that dielectric parameters should be incorporated into the design and control of microwave drying systems.
Penetration depth analysis and field reflection patterns suggested that optimal system performance is achieved when drying materials with a moisture content below 50%. Simulations showed that reflected waves from the chamber floor can enhance energy absorption, particularly in dry material. Pre-drying or in-process mixing is therefore recommended when treating wet biomass. This moisture threshold should be considered as a target value for feed preparation before microwave processing.
The chamber’s large size and multi-resonant behaviour contributed to irregular and shifting electromagnetic field patterns. These were sensitive to shaft rotation and material distribution, underscoring the importance of continuous agitation during operation to prevent localised overheating or under-drying. The use of a screw conveyor with stable rotational speed proved effective in maintaining a consistent material layer and improving exposure to the field.
Matching of the magnetrons to the material load was a critical issue for energy efficiency and hardware protection. Tests and simulations showed that without adequate material inside the chamber, reflected energy increases, risking magnetron damage. However, when properly loaded, matching improved significantly, with reflection coefficients reaching favorable values (e.g., −20 dB in highly optimized material-loaded conditions), indicating low energy return. Real-time monitoring of reflected power should be implemented as a protective measure to detect improper loading conditions.
The overall energy efficiency of the dryer system was high, with approximately 90% of the delivered microwave power dissipated in the drying material. This corresponds to 9 kW of usable power from ten 1 kW magnetrons. Theoretical energy balance calculations suggest that reducing moisture content by 1% in 100 kg of material requires about 5 minutes, although part of the energy is also absorbed by the dry matter and chamber walls. Despite the lack of direct temperature and drying rate measurements, the model-based estimation supports high process efficiency.
Key design recommendations include maintaining feed moisture below 50%, ensuring continuous mixing, integrating fill-level sensors, optimizing waveguide window materials, and improving magnetron placement. Specifically, mica windows should replace the current 8 mm Teflon barriers to reduce reflections, and magnetron alignment should be adjusted to reduce interference from the screw shaft and enhance field uniformity. These proposed improvements are supported by both electromagnetic modelling and empirical observations of system performance.
In conclusion, this research identifies several engineering parameters critical to the performance of microwave dryers for biomass processing. These include field distribution, energy absorption behaviour, magnetron matching, and mechanical configuration. Future work should focus on refining magnetron positioning, chamber geometry, and mixing systems to improve field uniformity and system robustness under variable operating conditions.