
Fig. 1.
Fig. 2.
Fig. 3.
Fig. 4.
Fig. 5.
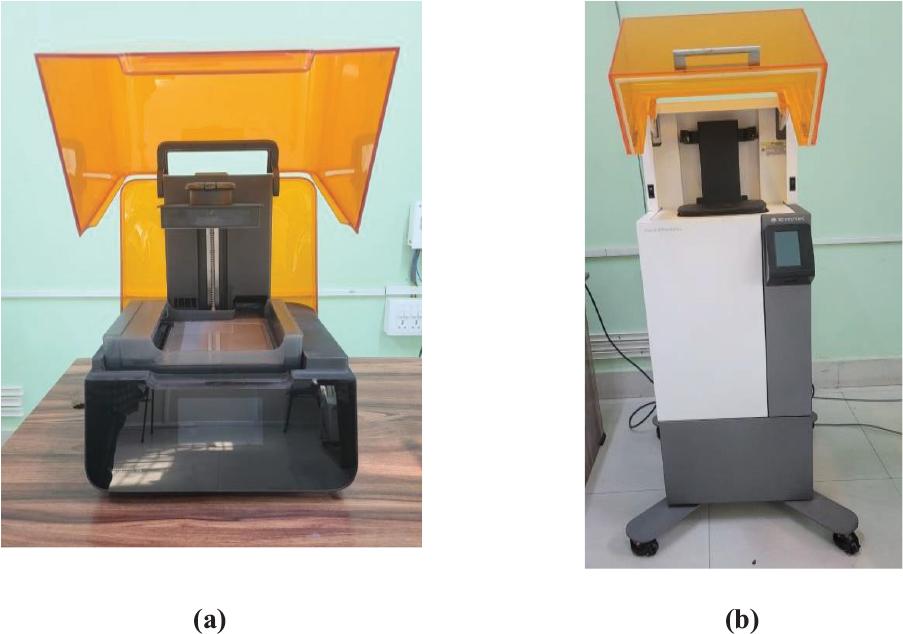
Fig. 6.
Fig. 7.
Fig. 8.
Fig. 9.
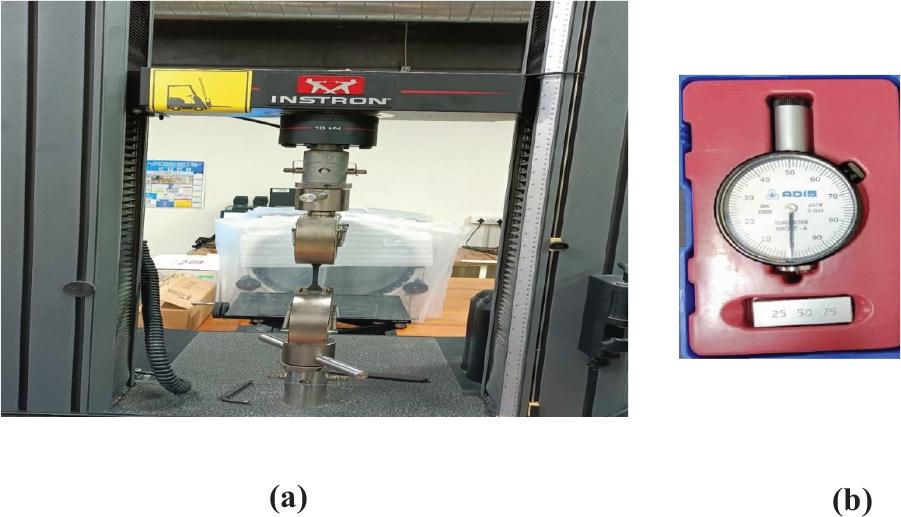
Fig. 10.
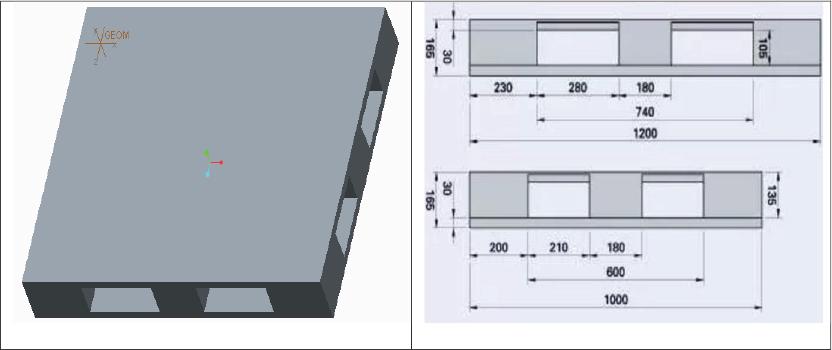
Fig. 11.
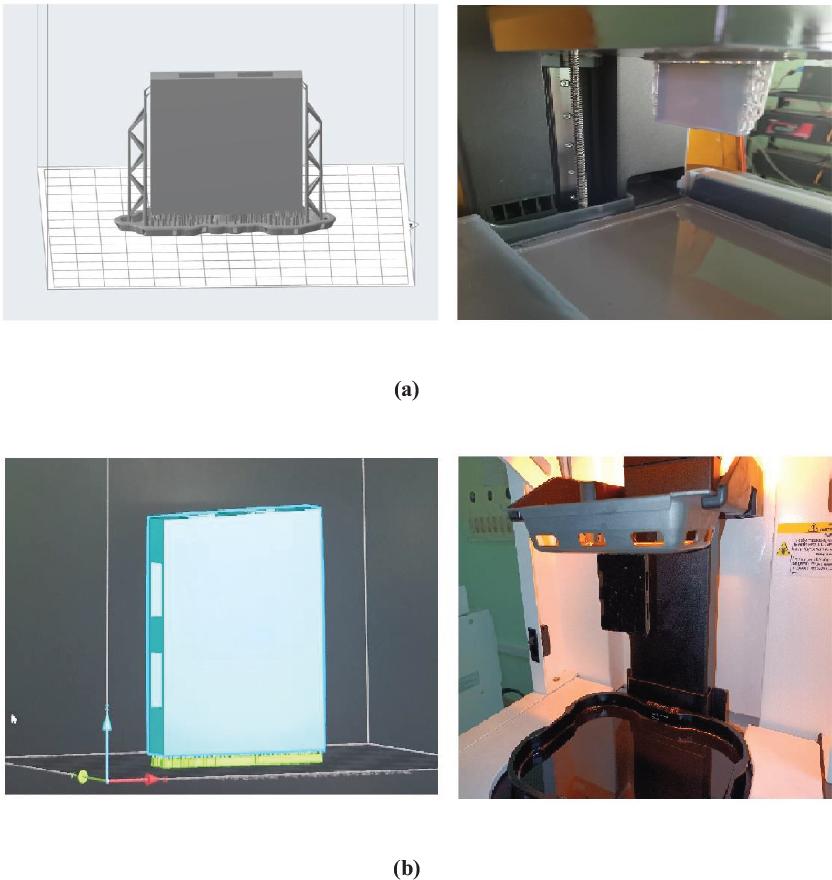
Fig. 12.
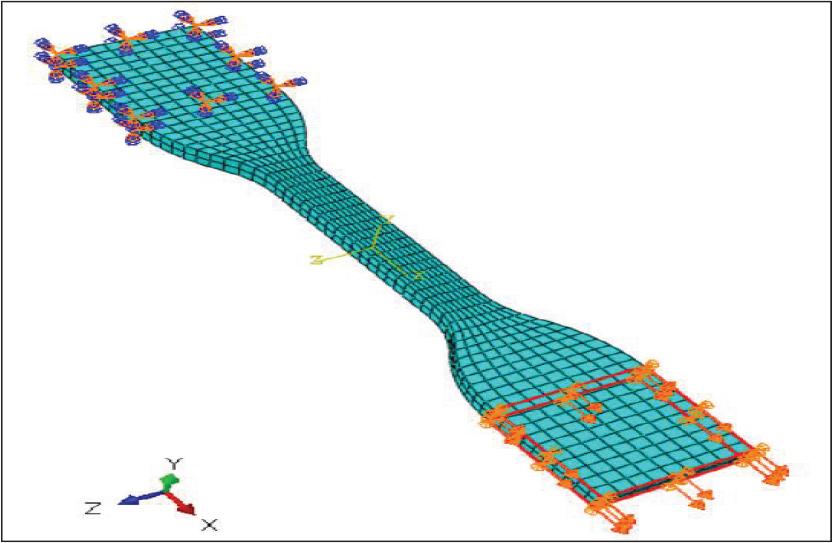
Fig. 13.
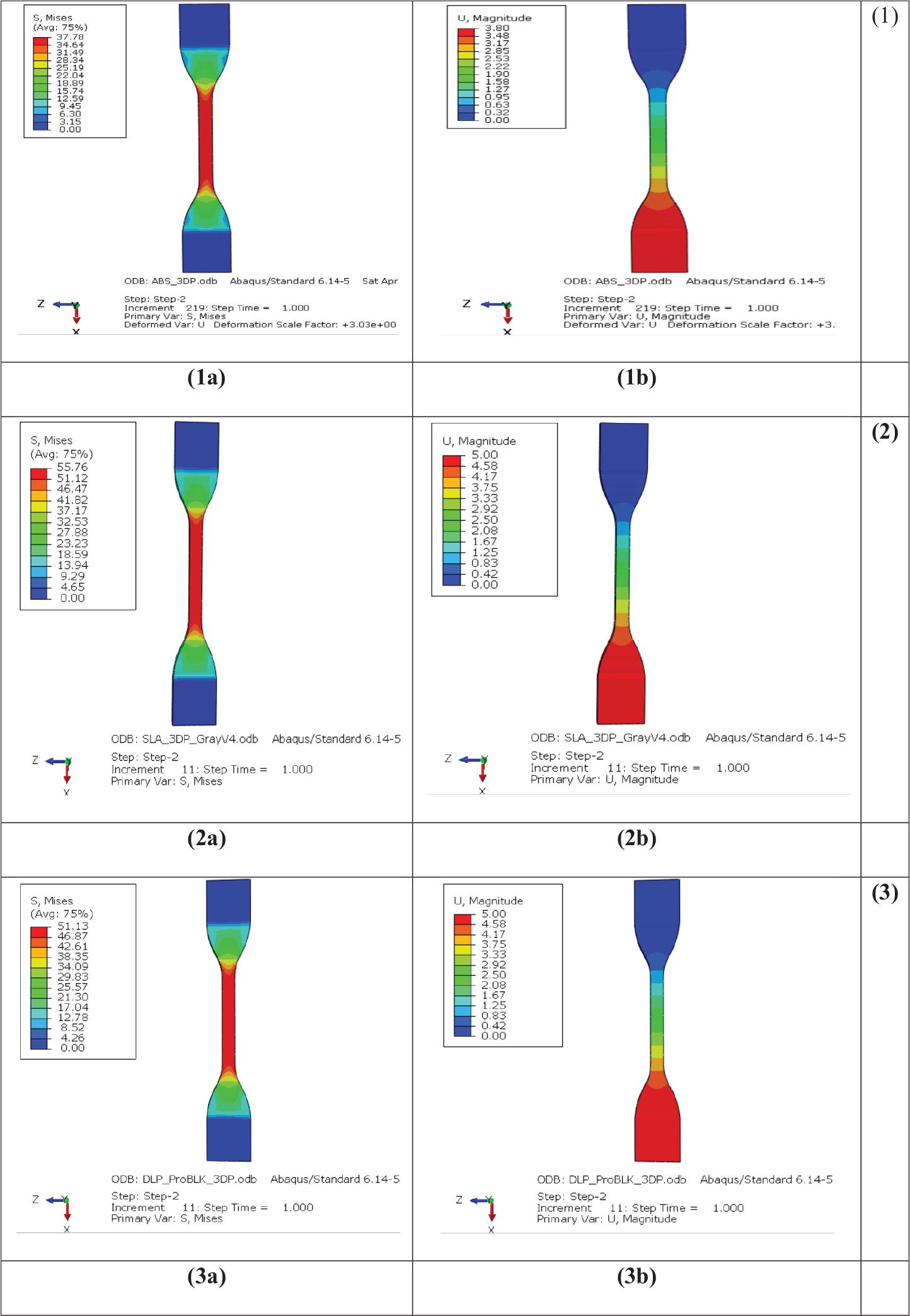
Fig. 14.
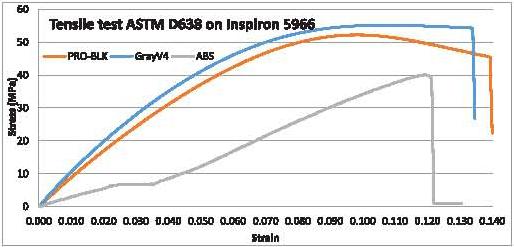
Fig. 15.

Fig. 16.
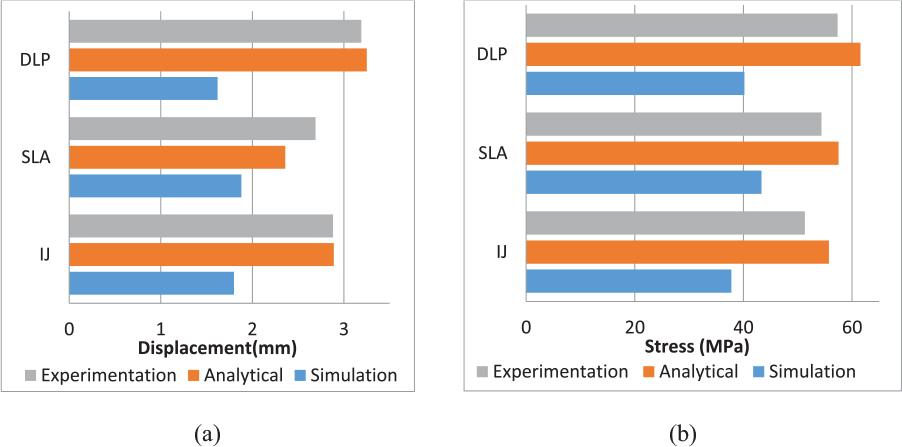
Fig. 17.
Fig. 18.
Fig. 19.
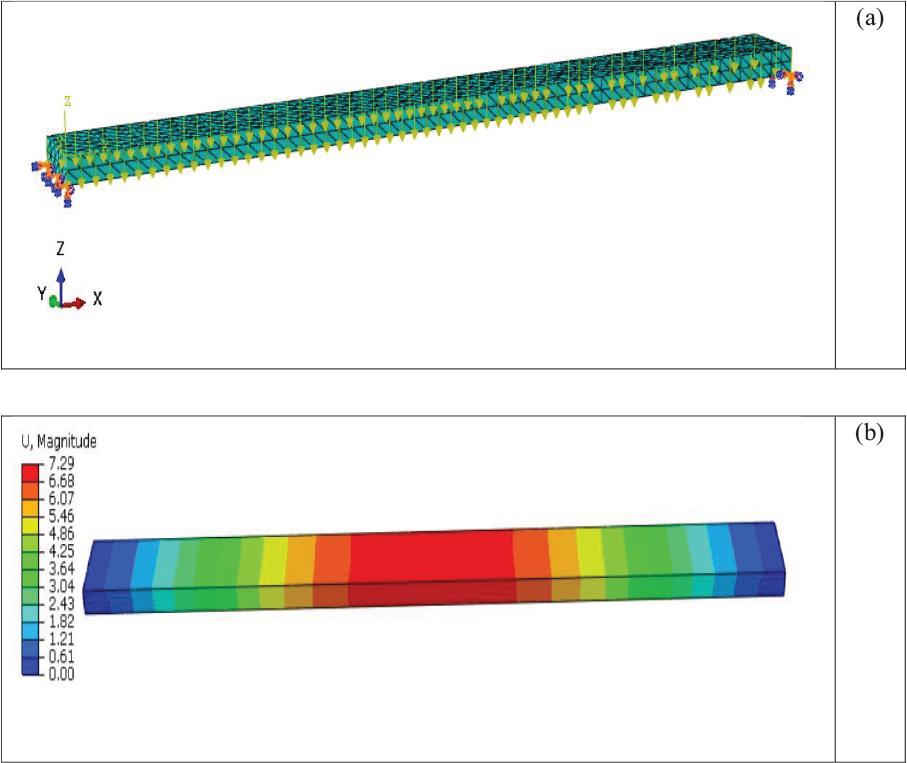
Fig. 20.
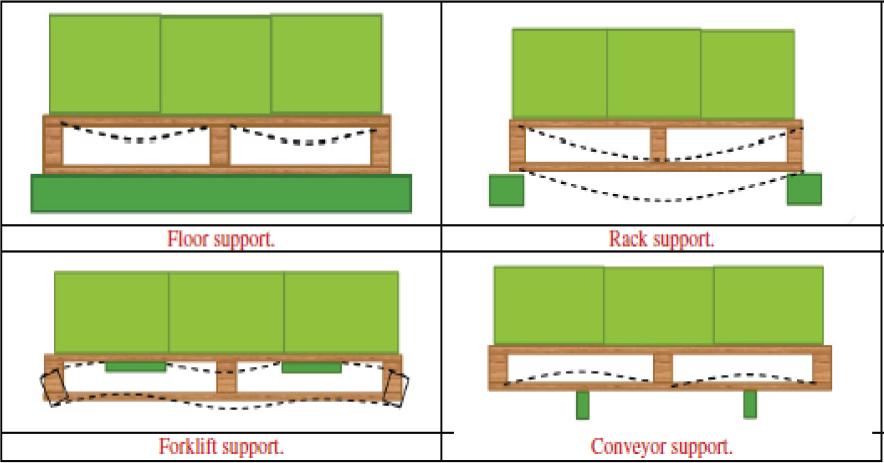
Fig. 21.
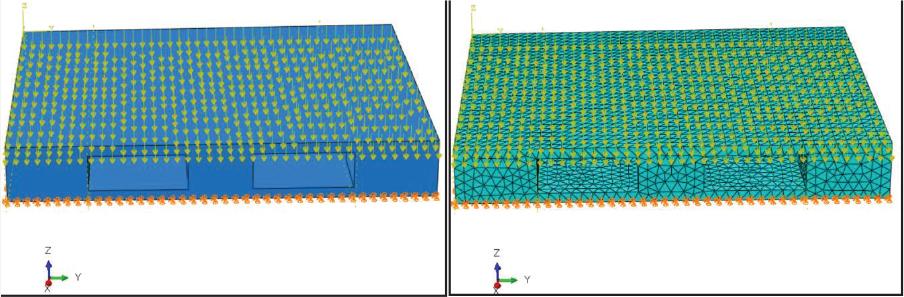
Fig. 22.
Fig. 23.
Fig. 24.
Fig. 25.
Fig. 26.
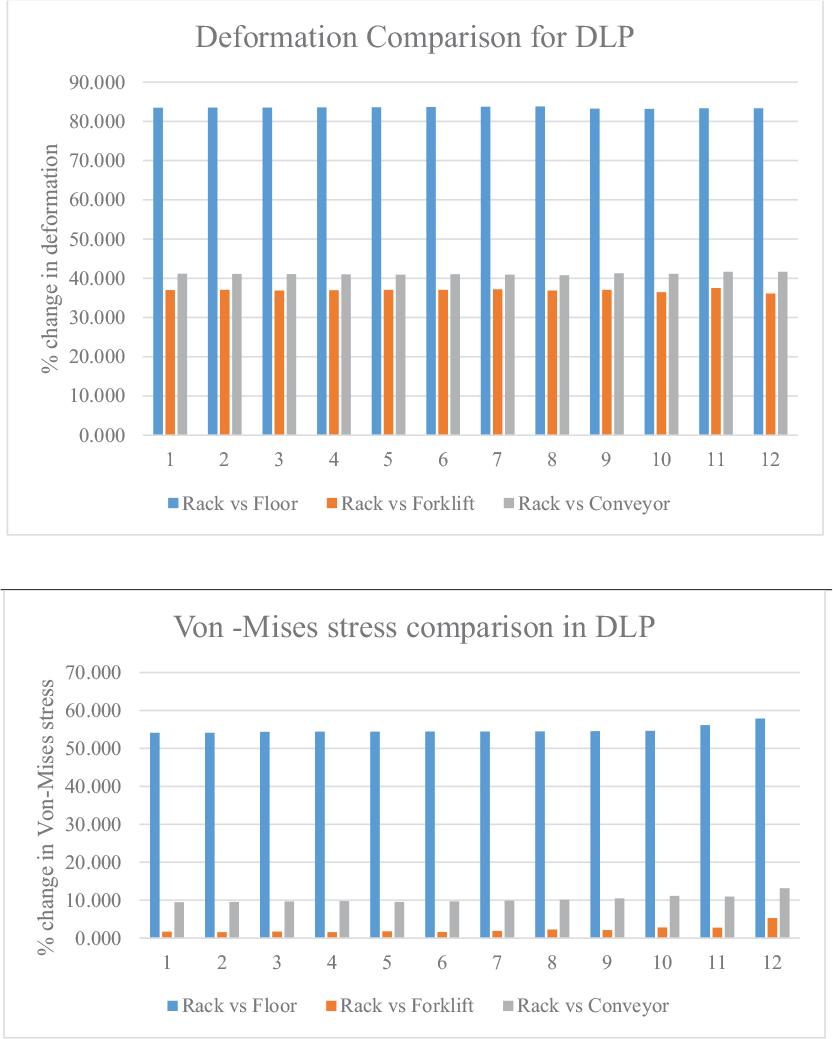
Fig. 27.
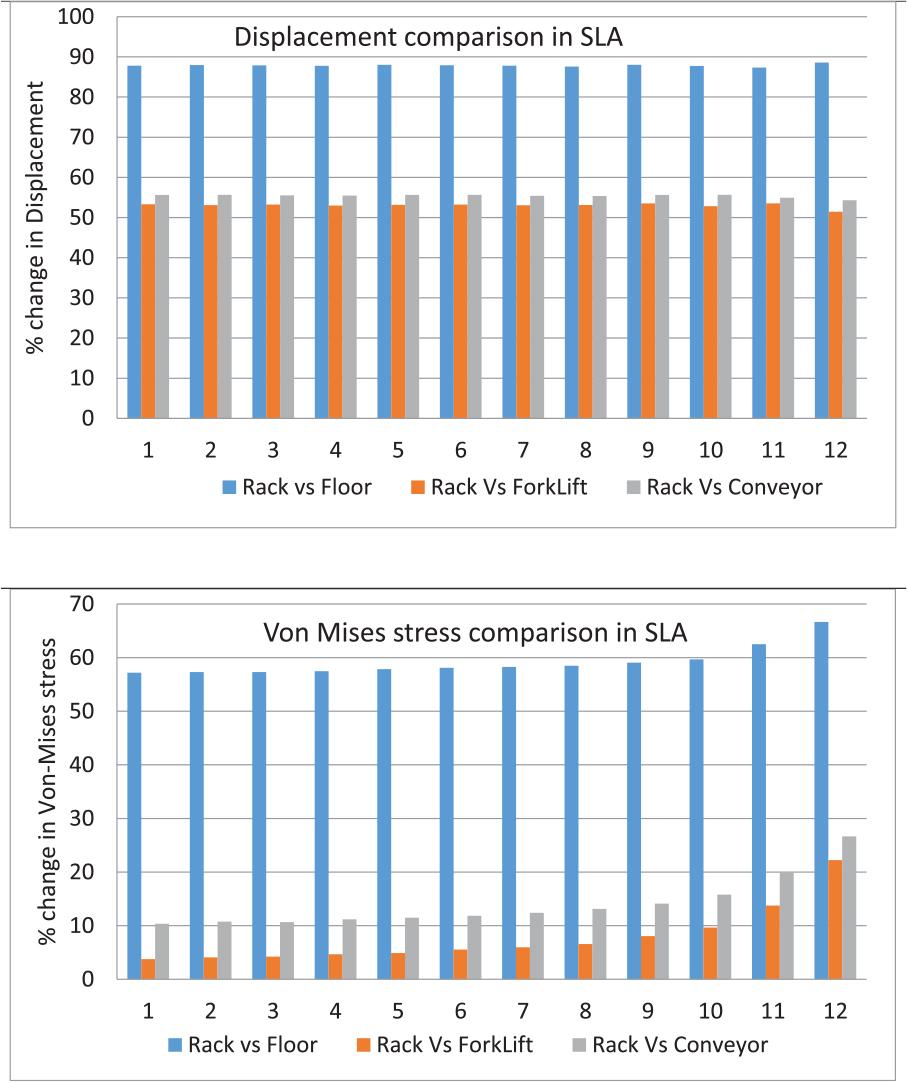
Fig. 28.
Fig. 29.
Fig. 30.
Fig. 31.
Fig. 32.
Fig. 33.
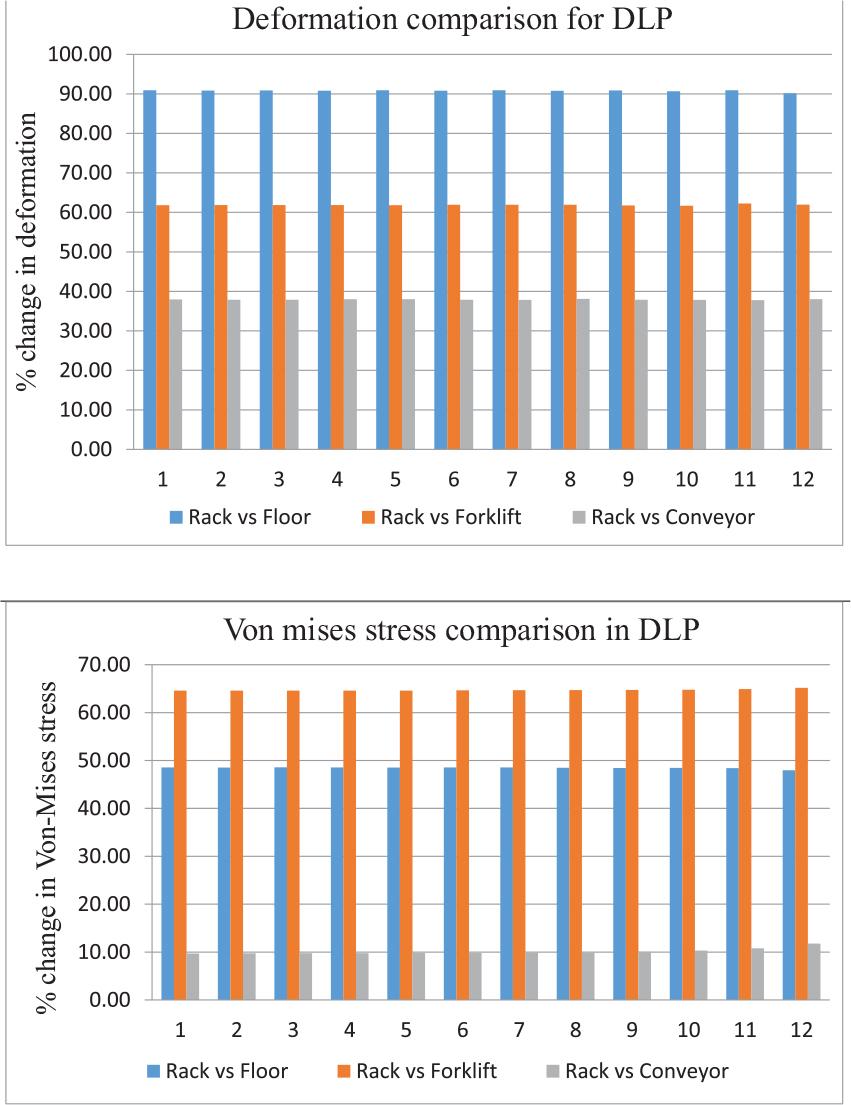
Fig. 34.
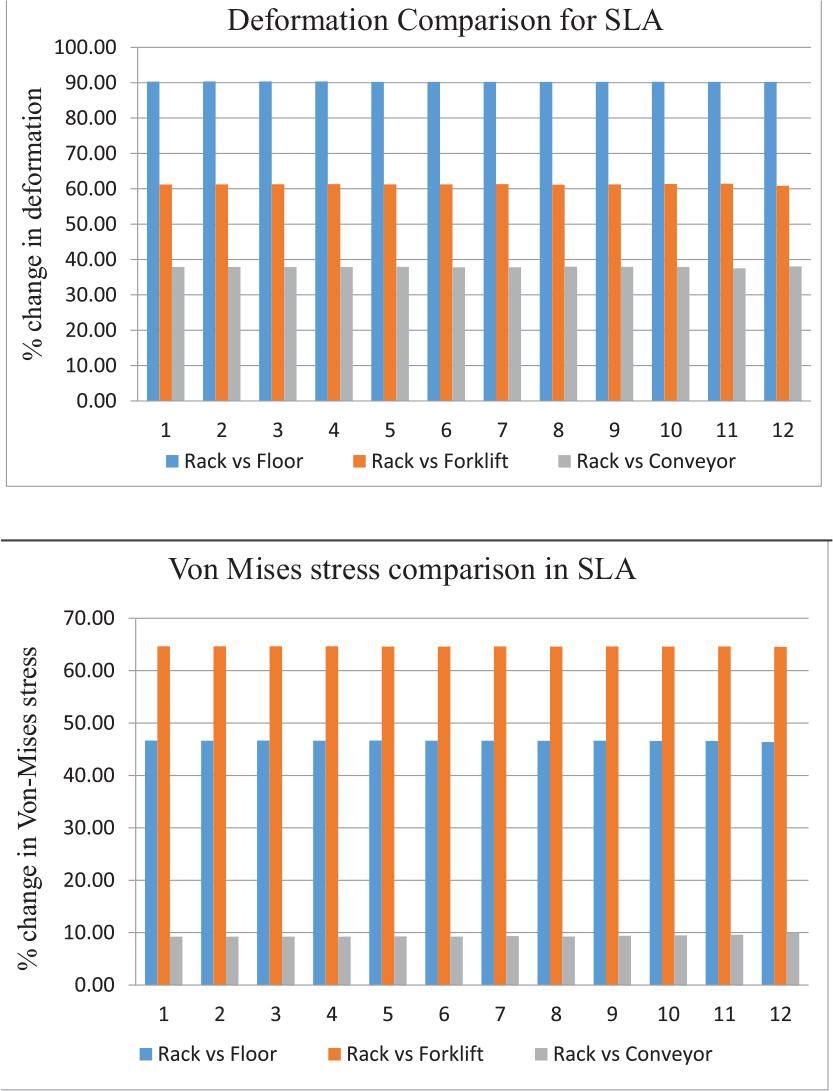
Fig. 35.
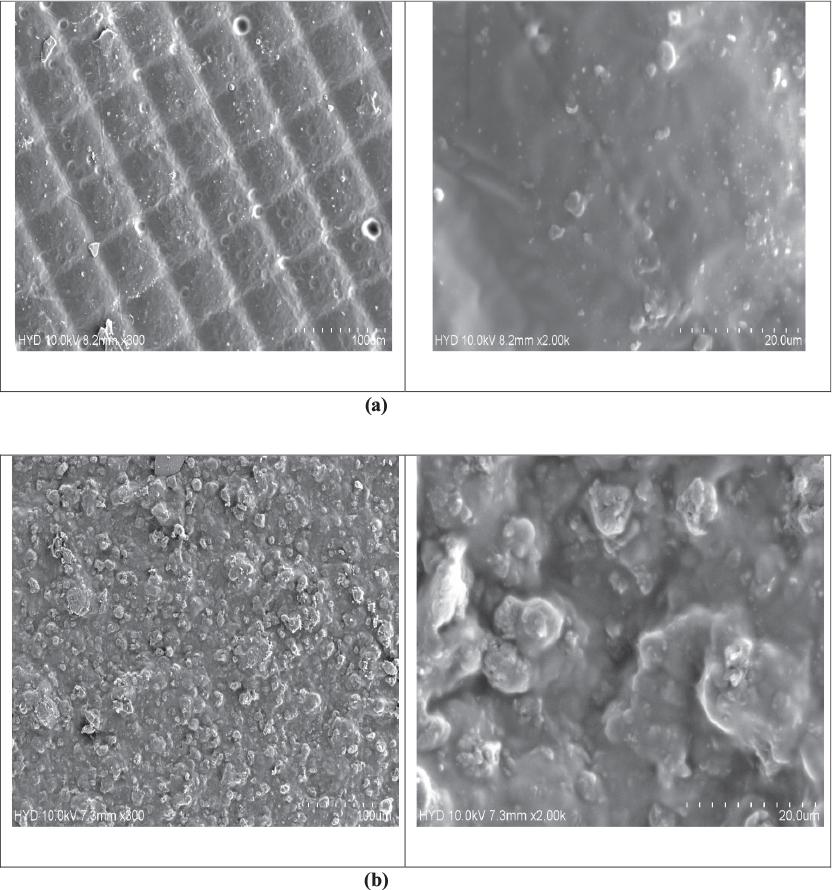
Fig. 36.
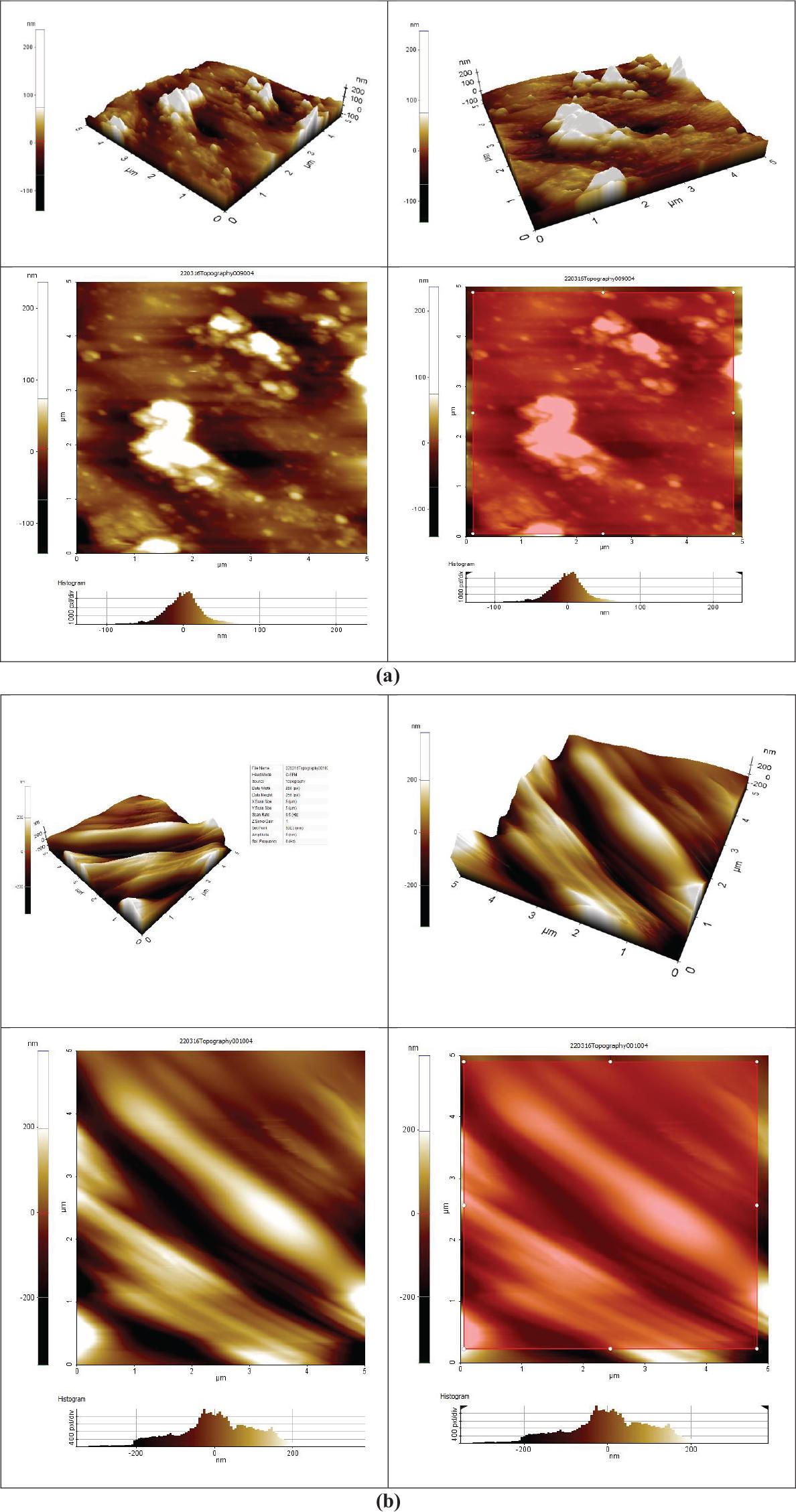
Fig. 37.
Roughness values obtained from AFM for DLP and SLA pallets
| S. No. | Pallet-making process | Roughness factor (nm) |
|---|---|---|
| 1. | DLP | 95.18 |
| 2. | SLA | 207.35 |
Simulated versus physical uniaxial tensile test for ABS, Pro-BLK, and Grey V4 for injection molding, SLA, and DLP 3D printed samples
| Material | Parameter | Simulation | Analytical | Physical testing | Difference between simulation & testing (in %) |
|---|---|---|---|---|---|
| ABS | Stress (MPa) | 37.78 | 43.33 | 40.19 | 6.37 |
| Displacement(mm) | 1.80 | 1.88 | 1.62 | 10 | |
| GrayV4 | Stress (MPa) | 55.76 | 57.52 | 61.55 | 10.38 |
| Displacement(mm) | 2.89 | 2.36 | 3.25 | 12.45 | |
| ProBLK-10 | Stress (MPa) | 51.31 | 54.37 | 57.34 | 11.75 |
| Displacement(mm) | 2.88 | 2.69 | 3.19 | 10.76 |
3D printing machine details: SLA – Form 3 and DLP
| Machine Name | Form labs 3 | Machine Name | DLP Standalone System |
|---|---|---|---|
| Build | 145 × | Build | 124.8 × |
| Volume | 145 × 185 cc | Volume | 70.2 × 196 cc |
| Resolution | 25 μ | Resolution | 1920×1080 |
| Laser power | 250 mW | Wavelength | 405 nm |
| Laser Spot size | 85μ | Pixel pitch | 65μ |
AHP-TOPSIS methodology for 3D printed pallets using the SLA process
| S. No. | Layer thickness (μm) | Material | Weighted matrix | Closeness to ideal solution | Closeness coefficient | Rank | |||
|---|---|---|---|---|---|---|---|---|---|
| W_TS | W_%E | W_H | Si+ | Si- | Pi | ||||
| 1 | 25 | Grey V4 | 0.24 | 0.07 | 0.03 | 0.02 | 0.16 | 0.87 | 4 |
| 2 | 25 | Clear v4 | 0.24 | 0.07 | 0.03 | 0.03 | 0.16 | 0.86 | 5 |
| 3 | 25 | Model V2 | 0.23 | 0.06 | 0.04 | 0.03 | 0.17 | 0.86 | 6 |
| 4 | 50 | Grey V4 | 0.23 | 0.07 | 0.06 | 0.01 | 0.16 | 0.92 | 1 |
| 5 | 50 | Clear | 0.23 | 0.06 | 0.06 | 0.01 | 0.16 | 0.92 | 2 |
| 6 | 50 | Model V2 | 0.22 | 0.06 | 0.04 | 0.03 | 0.17 | 0.84 | 8 |
| 7 | 100 | Grey V4 | 0.23 | 0.06 | 0.03 | 0.03 | 0.16 | 0.85 | 7 |
| 8 | 100 | Clear | 0.22 | 0.06 | 0.05 | 0.02 | 0.16 | 0.89 | 3 |
| 9 | 100 | Model V2 | 0.22 | 0.05 | 0.03 | 0.03 | 0.17 | 0.83 | 9 |
Response variables for SLA 3D-printed pallet specimens
| Experiment No. | Layer thickness (μm) | Material | Tensile strength (MPa) | Elongation in (%) | Hardness (Shore D) |
|---|---|---|---|---|---|
| 1 | 25 | Grey V4 | 65.00 | 6 | 50.00 |
| 2 | 25 | Clear V4 | 63.05 | 5.87 | 48.50 |
| 3 | 25 | Model V2 | 61.00 | 5 | 55.00 |
| 4 | 50 | Grey V4 | 61.55 | 5.85 | 85.00 |
| 5 | 50 | Clear V4 | 61.40 | 5.733 | 82.45 |
| 6 | 50 | Model V2 | 59.48 | 4.89 | 53.35 |
| 7 | 100 | Grey V4 | 61.43 | 5.67 | 47.50 |
| 8 | 100 | Clear V4 | 59.97 | 5.59 | 80.75 |
| 9 | 100 | Model V2 | 58.98 | 4.67 | 52.25 |
Orthogonal L9 array experimental runs for SLA 3D printing of pallet coupons
| Experimental runs | Layer thickness | Material |
|---|---|---|
| 1 | 25 | Gray V4 |
| 2 | 25 | Clear v4 |
| 3 | 25 | Model V2 |
| 4 | 50 | Gray V4 |
| 5 | 50 | Clear |
| 6 | 50 | Model V2 |
| 7 | 100 | Gray V4 |
| 8 | 100 | Clear |
| 9 | 100 | Model V2 |
Orthogonal L9 array experimental runs for DLP 3D printing of pallet coupons
| Experimental runs | Layer thickness | Material |
|---|---|---|
| 1 | 30 | FlexBLK-20 |
| 2 | 30 | ToughBLK-20 |
| 3 | 30 | ProBLK-10 |
| 4 | 40 | ToughBLK-20 |
| 5 | 40 | ProBLK-10 |
| 6 | 40 | FlexBLK-20 |
| 7 | 50 | ProBLK-10 |
| 8 | 50 | FlexBLK-20 |
| 9 | 50 | ToughBLK-20 |
Material properties of the industry grade pallet 3D printing materials—SLA
| Materials | Grey V4 | Model V2 | Clear V2 |
|---|---|---|---|
| Tensile strength (MPa) | 65 | 42 | 65 |
| Percentage of elongation | 6.2 | 4.8 | 6.2 |
| Izod notched impact (J/m) | 25 | 24 | 25 |
| Heat deflection temperature (°C) | 73.1 | 75 | 73.1 |
Material properties of the industry grade pallet 3D printing materials—DLP
| Materials | Flex BLK-20 | Tough BLK-20 | Pro BLK-10 |
|---|---|---|---|
| Tensile strength (MPa) | 35 | 42 | 56 |
| Percentage of elongation | 71 | 27 | 12 |
| Izod notched impact (J/m) | 105 | 35 | 22 |
| Heat deflection temperature (°C) | 41 | 55 | 70 |
AHP-TOPSIS method for 3D printed pallets using DLP method
| S. no. | Layer thickness (μm) | Material | Weighted matrix | Closeness to ideal solution | Closeness coefficient | Rank | |||
|---|---|---|---|---|---|---|---|---|---|
| W_TS | W_%E | W_H | Si+ | Si- | Pi | ||||
| 1 | 30 | FlexBLK-20 | 0.17 | 0.10 | 0.04 | 0.12 | 0.09 | 0.41 | 4 |
| 2 | 30 | ToughBLK-20 | 0.22 | 0.04 | 0.04 | 0.10 | 0.06 | 0.37 | 7 |
| 3 | 30 | ProBLK-10 | 0.29 | 0.02 | 0.04 | 0.09 | 0.13 | 0.60 | 3 |
| 4 | 40 | ToughBLK-20 | 0.21 | 0.04 | 0.04 | 0.11 | 0.05 | 0.33 | 8 |
| 5 | 40 | ProBLK-10 | 0.29 | 0.02 | 0.04 | 0.08 | 0.13 | 0.61 | 2 |
| 6 | 40 | FlexBLK-20 | 0.17 | 0.10 | 0.04 | 0.13 | 0.08 | 0.39 | 5 |
| 7 | 50 | ProBLK-10 | 0.30 | 0.02 | 0.05 | 0.08 | 0.13 | 0.61 | 1 |
| 8 | 50 | FlexBLK-20 | 0.16 | 0.10 | 0.04 | 0.13 | 0.08 | 0.38 | 6 |
| 9 | 50 | ToughBLK-20 | 0.20 | 0.04 | 0.04 | 0.11 | 0.05 | 0.30 | 9 |
Close to ideal solution for SLA and DLP 3D printed pallets: AHP-TOPSIS
| Process | Layer thickness (μm) | Material |
|---|---|---|
| SLA | 50 | Grey V4 |
| DLP | 50 | ProBLK-10 |
AHP pairwise computation matrix
| Attributes | Tensile strength | % Elongation | Hardness |
|---|---|---|---|
| Tensile strength | 1.00 | 5.00 | 4.00 |
| % Elongation | 0.20 | 1.00 | 2.00 |
| Hardness | 0.25 | 0.50 | 1.00 |
Weights disguised for each response variable
| Variable | Weight |
|---|---|
| Tensile strength | 0.687 |
| % Elongation | 0.186 |
| Hardness | 0.127 |
Process parameters corresponding to SLA 3D printing of pallet coupons
| Layer Thickness (μm) | Material |
|---|---|
| 25 | Gray V4 |
| 50 | Model V3 |
| 100 | Clear V4 |
Process parameters corresponding to DLP 3D printing of pallet coupons
| Layer thickness (μm) | Material |
|---|---|
| 30 | FlexBlack-20 |
| 40 | ToughBlack-20 |
| 50 | ProBlack-10 |
Simulation and analytical values for displacement for a coupon sample
| Parameter | Simulation | Analytical | Difference between (percentage) simulation and analytical |
|---|---|---|---|
| Displacement (mm) | 7.29 | 7.8 | 6.5 |
Response variables for DLP 3D-printed pallet specimens
| Experiment No. | Layer thickness (μm) | Material | Tensile strength (MPa) | Elongation (%) | Hardness (Shore D) |
|---|---|---|---|---|---|
| 1 | 30 | FlexBLK-20 | 33.25 | 71.25 | 68.75 |
| 2 | 30 | ToughBLK-20 | 41.75 | 28.50 | 77.00 |
| 3 | 30 | ProBLK-10 | 56.05 | 11.4 | 75.53 |
| 4 | 40 | ToughBLK-20 | 40.50 | 27.65 | 74.69 |
| 5 | 40 | ProBLK-10 | 57.23 | 11.64 | 77.12 |
| 6 | 40 | FlexBLK-20 | 32.25 | 69.11 | 66.69 |
| 7 | 50 | ProBLK-10 | 57.34 | 12 | 79.50 |
| 8 | 50 | FlexBLK-20 | 31.59 | 67.69 | 65.31 |
| 9 | 50 | ToughBLK-20 | 39.66 | 27.08 | 73.15 |
Comparison of rack support vs_ floor support, rack support vs_ forklift support, and rack support vs_ conveyor support for DLP
| Comparison for deflection | Comparison for von mises stress | ||||
|---|---|---|---|---|---|
| Rack vs. floor | Rack vs. forklift | Rack vs. conveyor | Rack vs. floor | Rack vs. forklift | Rack vs. conveyor |
| 90.89 | 61.80 | 37.97 | 48.55 | 64.59 | 9.69 |
| 90.82 | 61.86 | 37.88 | 48.52 | 64.58 | 9.72 |
| 90.88 | 61.85 | 37.87 | 48.56 | 64.59 | 9.76 |
| 90.81 | 61.84 | 38.01 | 48.53 | 64.58 | 9.76 |
| 90.89 | 61.82 | 38.00 | 48.52 | 64.60 | 9.81 |
| 90.78 | 61.92 | 37.88 | 48.54 | 64.66 | 9.81 |
| 90.89 | 61.92 | 37.85 | 48.53 | 64.68 | 9.89 |
| 90.76 | 61.90 | 38.10 | 48.47 | 64.69 | 9.92 |
| 90.88 | 61.75 | 37.89 | 48.44 | 64.74 | 10.06 |
| 90.65 | 61.68 | 37.85 | 48.46 | 64.77 | 10.31 |
| 90.91 | 62.24 | 37.76 | 48.39 | 64.91 | 10.78 |
| 90.14 | 61.97 | 38.03 | 47.96 | 65.16 | 11.76 |
Comparison of rack support vs_ floor support, rack support vs_ forklift support, and rack support vs_ conveyor support for SLA
| Comparison for deflection | Comparison for von-misses stress | ||||
|---|---|---|---|---|---|
| Rack vs. floor | Rack vs. forklift | Rack vs. conveyor | Rack vs. floor | Rack vs. forklift | Rack vs. conveyor |
| 90.33 | 61.21 | 37.88 | 46.65 | 64.64 | 9.22 |
| 90.34 | 61.24 | 37.87 | 46.64 | 64.63 | 9.23 |
| 90.35 | 61.28 | 37.85 | 46.65 | 64.65 | 9.23 |
| 90.36 | 61.33 | 37.83 | 46.63 | 64.64 | 9.23 |
| 90.24 | 61.25 | 37.94 | 46.64 | 64.60 | 9.29 |
| 90.23 | 61.24 | 37.83 | 46.62 | 64.59 | 9.25 |
| 90.24 | 61.30 | 37.79 | 46.64 | 64.60 | 9.33 |
| 90.24 | 61.17 | 37.96 | 46.61 | 64.59 | 9.27 |
| 90.24 | 61.25 | 37.94 | 46.62 | 64.60 | 9.39 |
| 90.25 | 61.37 | 37.91 | 46.56 | 64.58 | 9.47 |
| 90.22 | 61.41 | 37.50 | 46.58 | 64.61 | 9.59 |
| 90.22 | 60.87 | 38.04 | 46.36 | 64.55 | 10.00 |
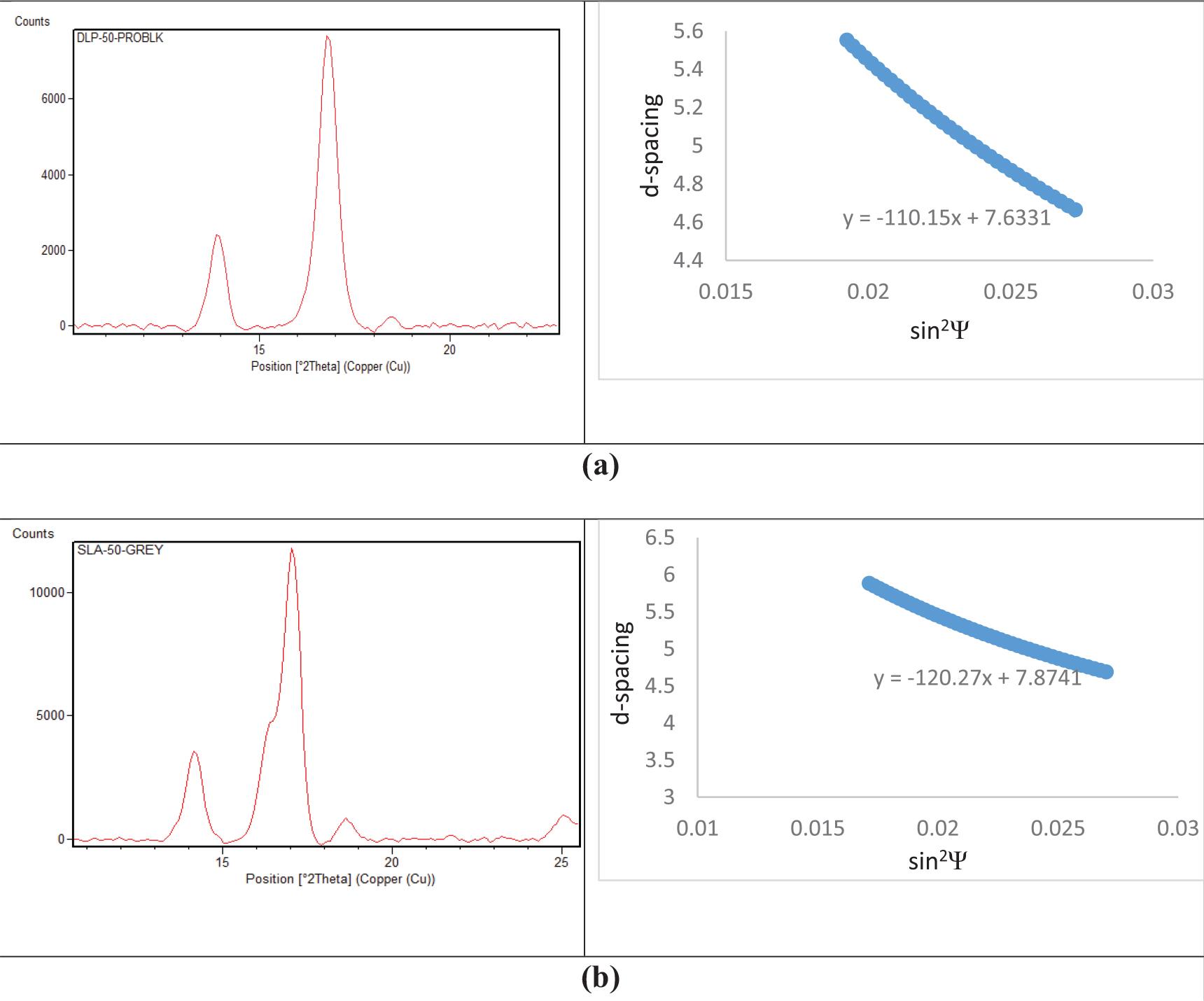
Residual stress values obtained from XRD
| S. No. | Pallet-making process | Residual stress (MPa) |
|---|---|---|
| 1 | DLP | 338.23 |
| 2 | SLA | 122.6 |