
Fig. 1.
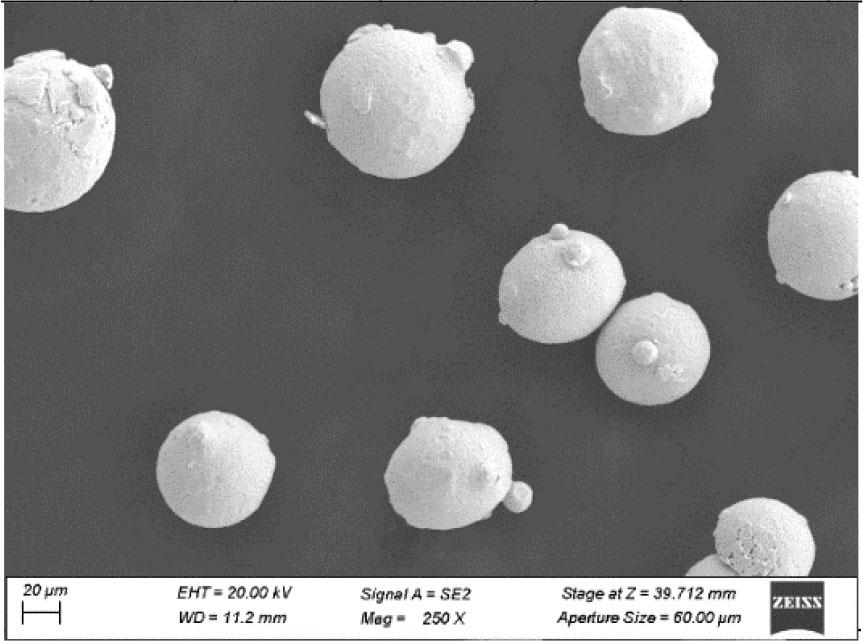
Fig. 2.
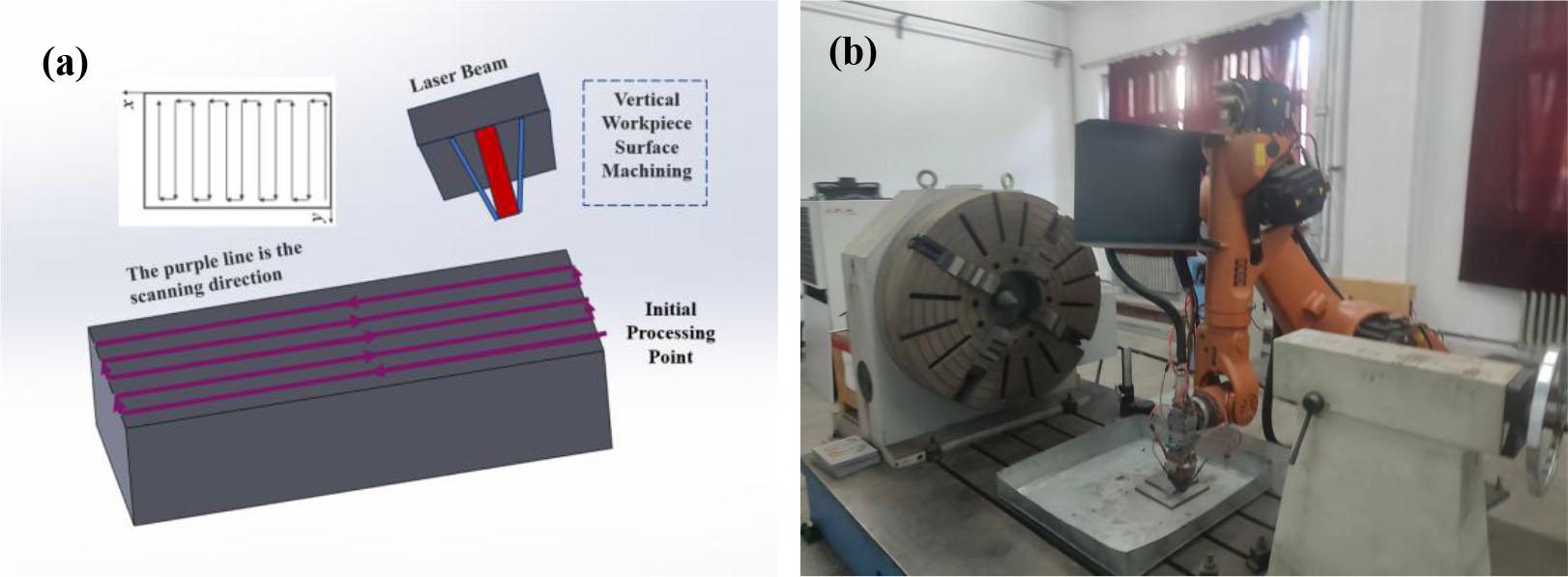
Fig. 3.
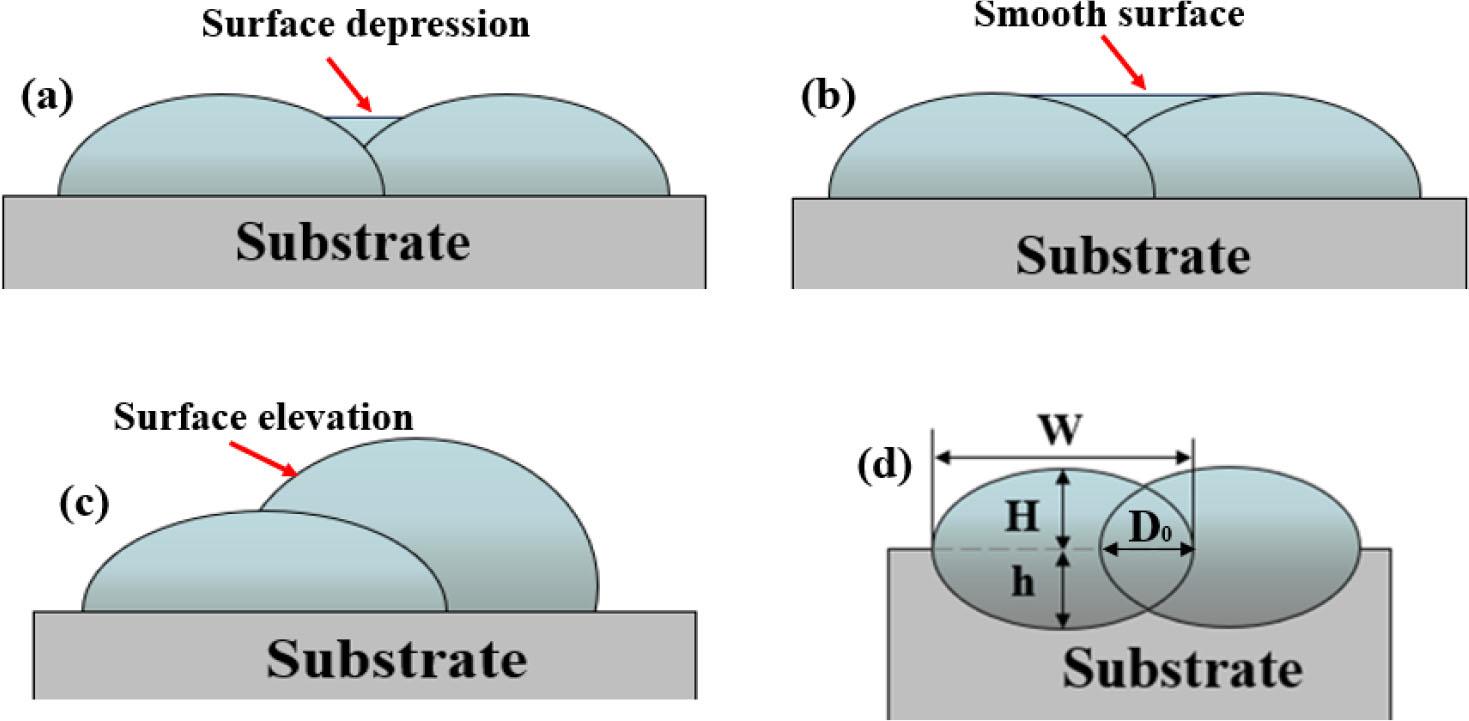
Fig. 4.
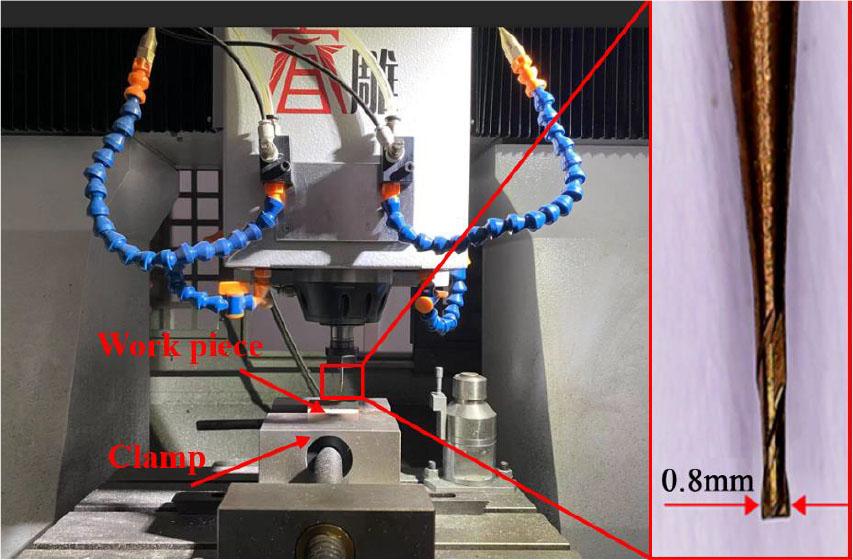
Fig. 5.
Fig. 6.
Fig. 7.
Fig. 8.
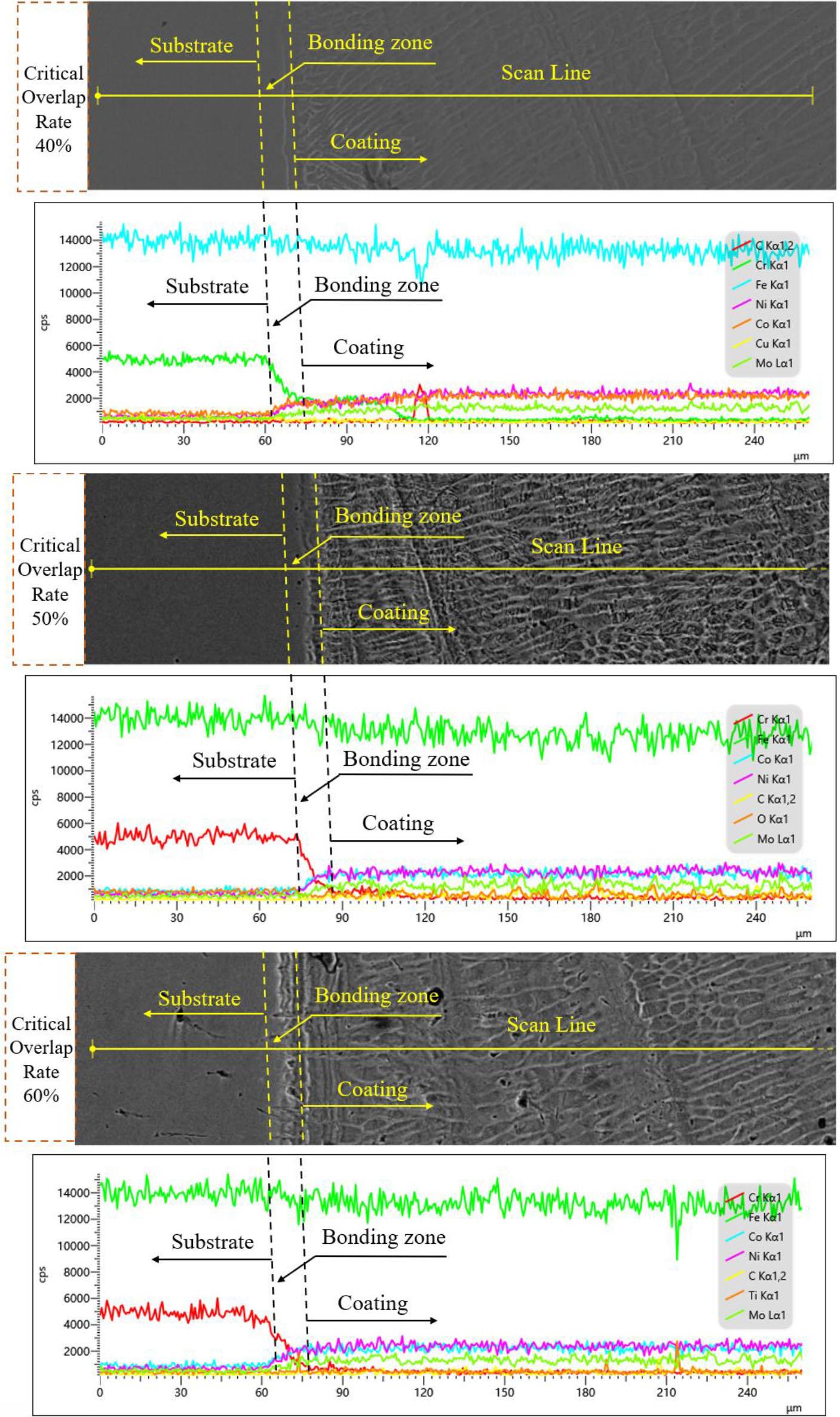
Fig. 9.
Fig. 10.
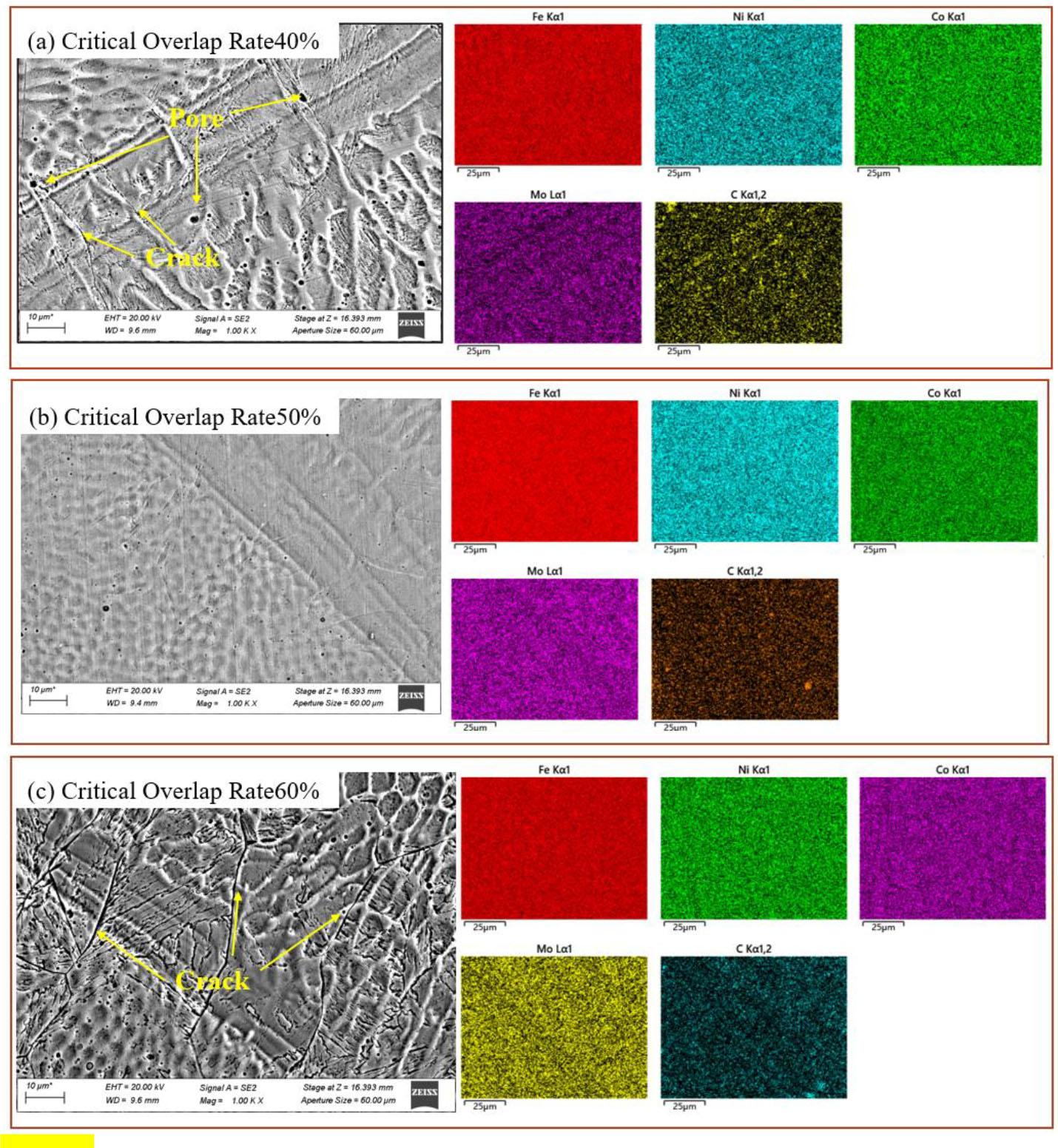
Fig. 11.
Fig. 12.
Fig. 13.
Fig. 14.
Experimental process parameters of additive manufacturing
| Laser power W | Scan speed mm/s | Speed of power feeding g/min |
|---|---|---|
| 1300 | 2 | 10 |
Elemental composition of 18Ni300 powder
| NI | Co | Mo | TI | AI | Cr | P | Mn | Si | C | S |
|---|---|---|---|---|---|---|---|---|---|---|
| 18.3 | 8.9 | 4.7 | 0.7 | 0.2 | 0.1 | 0.05 | 0.02 | 0.03 | 0.05 | 0.03 |
The content of each element in 40%, 50%, and 60% EDS mapping
| Overlap rate | Fe | Ni | Co | Mo | C |
|---|---|---|---|---|---|
| 40% | 62.52 | 16.28 | 8.76 | 4.65 | 7.8 |
| 50% | 62.72 | 16.45 | 8.90 | 4.45 | 7.48 |
| 60% | 61.20 | 16.23 | 8.30 | 4.26 | 10.01 |
Experimental process parameters
| Spindle speed (r/min) | Feed rate (mm/z) | Depth of cut (mm) |
|---|---|---|
| 12000 | 0.004 | 0.65 |