
Fig. 1
Fig. 2

Fig. 3
Fig. 4
Fig. 5
Fig. 6
Fig. 7
Fig. 8
Fig. 9
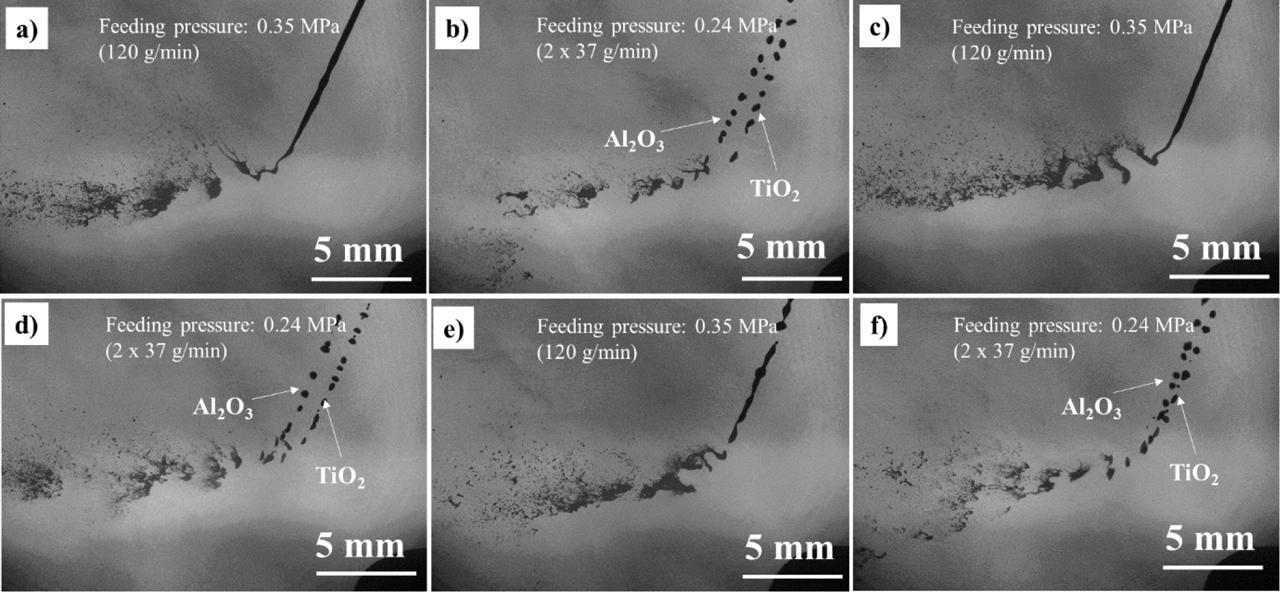
Fig. 10
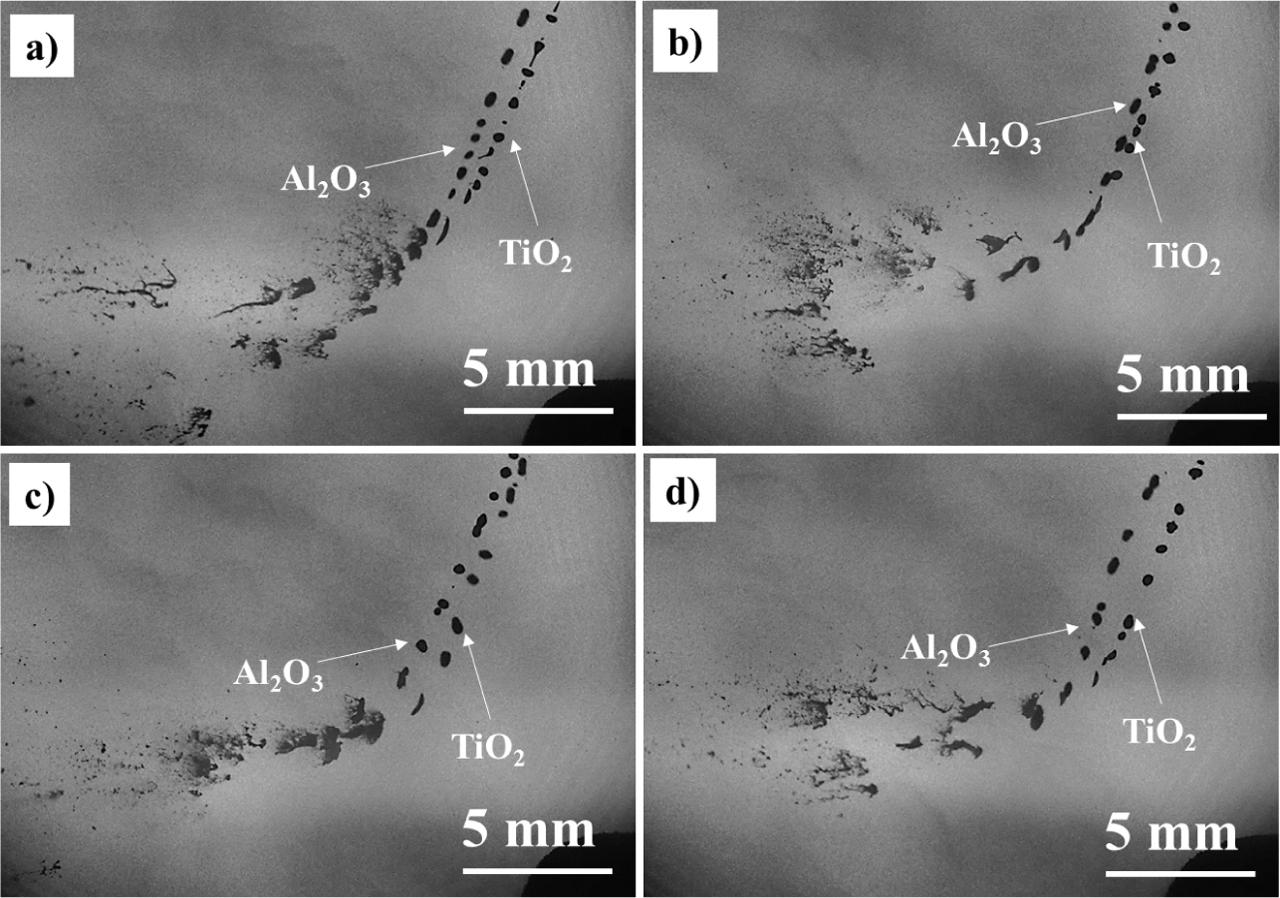
Fig. 11
Fig. 12
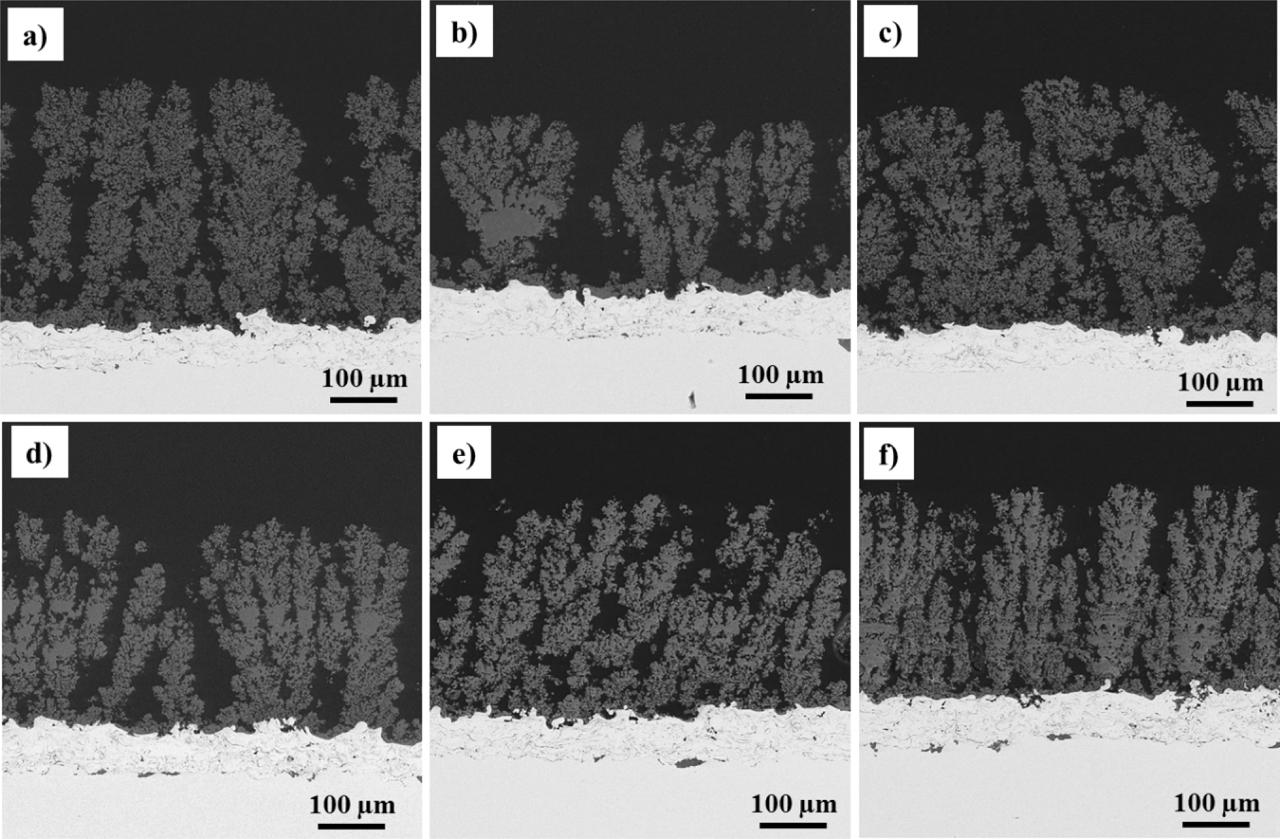
Fig. 13
Fig. 14
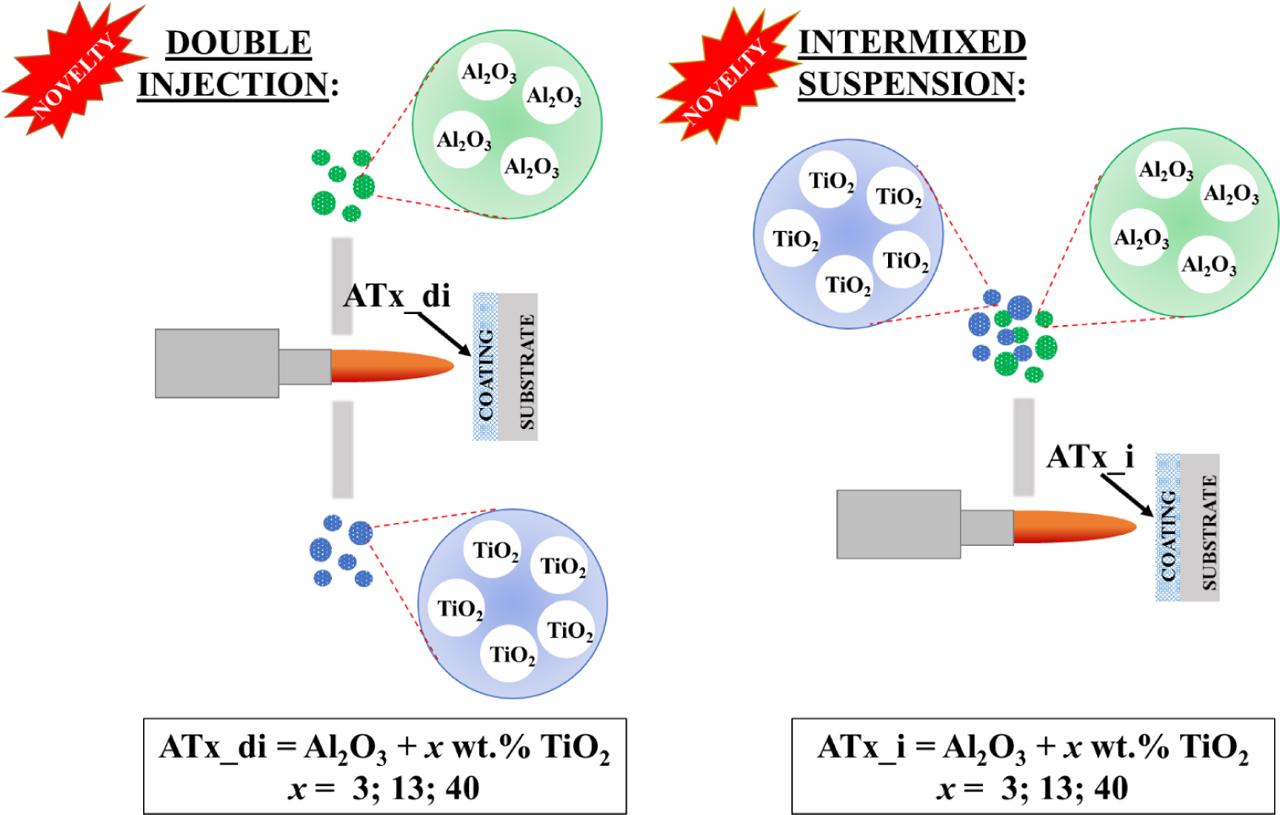
Characteristic of suspensions used for the Al2O3-TiO2 coatings deposition
| Coating code | Target composition | Used suspensions | Solvent | |
|---|---|---|---|---|
| AT3_i | Al2O3 + 3 wt.% TiO2 | intermixed Al2O3 and TiO2, to have Al2O3 + 3 wt.% TiO2 | H2O | |
| AT3_di | Al2O3 + 3 wt.% TiO2 | Al2O3 | TiO2 | H2O |
| AT13_i | Al2O3 + 13 wt.% TiO2 | intermixed Al2O3 and TiO2, to have Al2O3 + 13 wt.% TiO2 | H2O | |
| AT13_di | Al2O3 + 13 wt.% TiO2 | Al2O3 | TiO2 | H2O |
| AT40_i | Al2O3 + 40 wt.% TiO2 | intermixed Al2O3 and TiO2, to have Al2O3 + 40 wt.% TiO2 | H2O | |
| AT40_di | Al2O3 + 40 wt.% TiO2 | Al2O3 | TiO2 | H2O |
Deposition parameters of bond coat
| Substrate | austenitic stainless steel AISI 304/1.4301, 3 mm thick, diameter 25 mm; sand blasted before spraying (F36 grit, 500–600 μm mesh size) and sonicated with ethanol |
| Powder | NiCr 80-20, Amdry 4535; dried 3 h before spraying at 110°C |
| Electric power | 27 kW |
| Injection | radial, external |
| Stand-off distance | 100 mm |
| Gun | SG-100, Praxair, Indianapolis, USA |
| Feeding | 15 g/min |
| Transverse velocity | 400 mm/s |
| Plasma gases | Ar/H2: 45/5 slpm |
| Carrier gas | Ar 3.5 slpm |
Deposition parameters and thickness of top coat
| AT3_i | AT3_di | AT13_i | AT13_di | AT40_i | AT40_di | |
|---|---|---|---|---|---|---|
| Injection angle, ° | 25 | 25 | 25 | 25 | 25 | 25 |
| Feeding distance, mm | 25 | 25 | 25 | 25 | 25 | 25 |
| Stand-off distance, mm | 100 | 100 | 100 | 100 | 100 | 100 |
| Nozzle diameter, mm | 0.35 | 2×0.2 | 0.35 | 2×0.2 | 0.35 | 2×0.2 |
| Robot speed, mm/s | 30 | 30 | 30 | 30 | 30 | 30 |
| Carousel speed, RPM | 55.5 | 55.5 | 55.5 | 55.5 | 55.5 | 55.5 |
| Torch amperage, A | 500 | 500 | 500 | 500 | 500 | 500 |
| Torch power, kW | 150 | 150 | 150 | 150 | 150 | 150 |
| Feeding liquid rate, g/min | 120 | 2×37 | 120 | 2×37 | 120 | 2×37 |
| Feeding pressure, MPa | 0.35 | 0.24 | 0.35 | 0.24 | 0.35 | 0.24 |
| Interpass substrate temperature, °C | 250 | 250 | 250 | 250 | 250 | 250 |
| Preheating | yes | yes | yes | yes | yes | yes |
| Active cooling | air | air | air | air | air | air |
| Number of deposition cycles | 40 | 140 | 40 | 120 | 40 | 100 |
| Total number of deposition passes | 120 | 420 | 120 | 360 | 120 | 300 |
| Net spraying time, min | 9.3 | 32.7 | 9.3 | 28 | 9.3 | 23.3 |
| Coating thickness, μm | 338.2±16.9 | 241.5±8.2 | 360.9±16.7 | 296.7±5.8 | 316.2±10.9 | 287.6±8.4 |
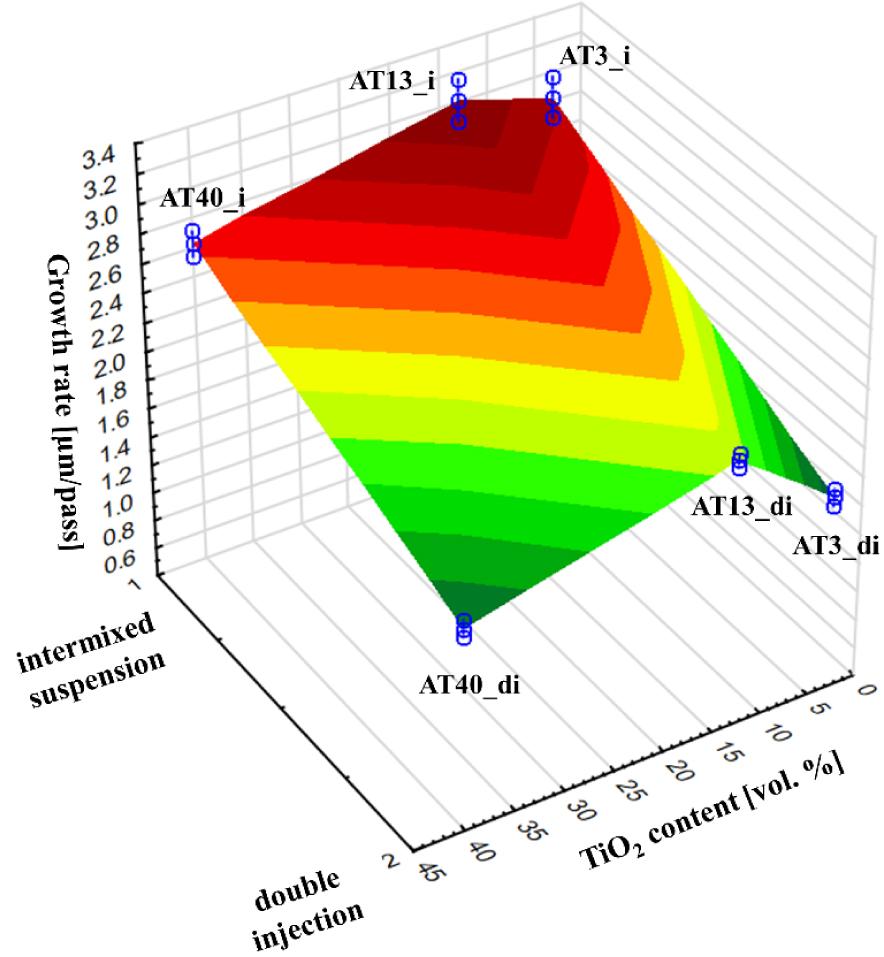
| Normalized growth rate, μm/pass | 2.82±0.14 | 1.74±0.06 | 3.01±0.14 | 2.24±0.05 | 2.63±0.09 | 1.80±0.06 |
Comparison of the double injection and intermixed spraying
| Property | Double injection | Intermixed suspension |
|---|---|---|
| feedstock stability | + easier prevention of agglomeration and sedimentation of two feedstocks separately | − stability of a mixture (suspension/suspension; suspension/powder; suspension/solution precursor) may not be easily guaranteed |
| waste | + minimized material loss – the suspension after spraying can be further stored and easily used for the next spraying | − waste remains, initial suspensions cannot be separated and used again |
| spraying comprehensiveness | + it opens up the possibility for a precise control of the particle thermal history, the microstructure and phase composition of coatings | + easier optimization of spraying parameters for the injection of a single liquid |
| tailoring of chemical composition | − difficult selection of suspension/solvent/powder/dispersing agents concentrations (especially when strong dilution is needed) | + easy tailoring of the feedstock chemical composition |
| sprayability | − spraying is difficult in the case of low constituent content – there is a need to intensively dilute the suspensions; consequently, lots of energy is consumed for solvent evaporation, leading to a low process efficiency; + feasibility of the process | + the ratio of the feedstock composition may be easily adjusted, so the disadvantages of the double injection are easily omitted |