
Fig. 1
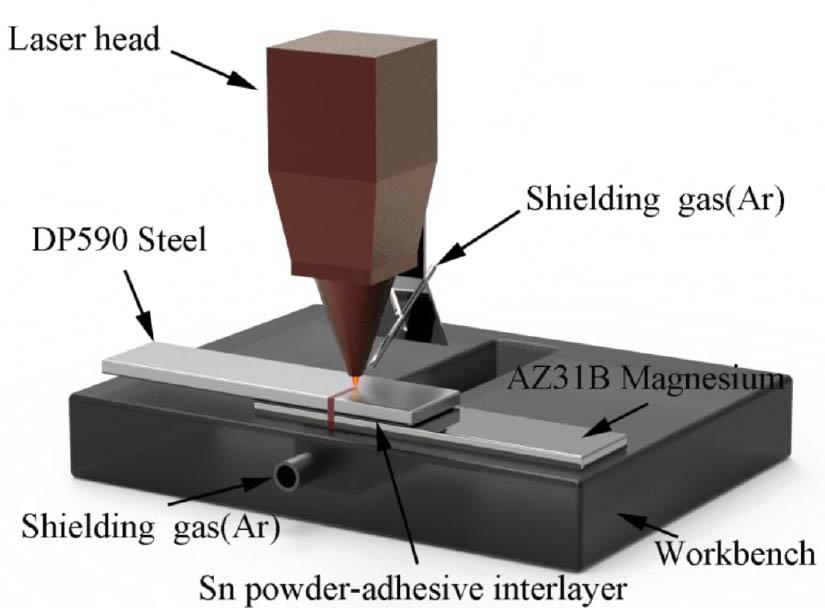
Fig. 2
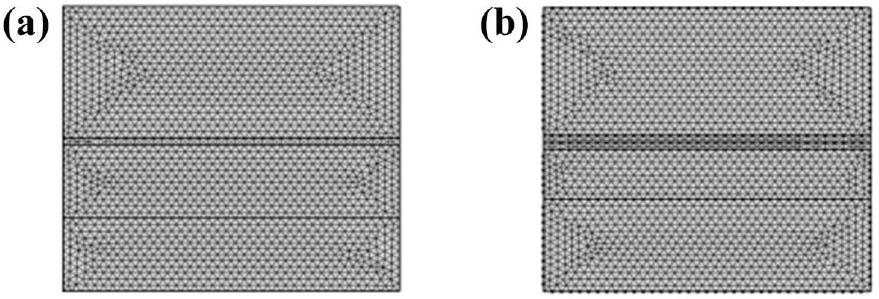
Fig. 3
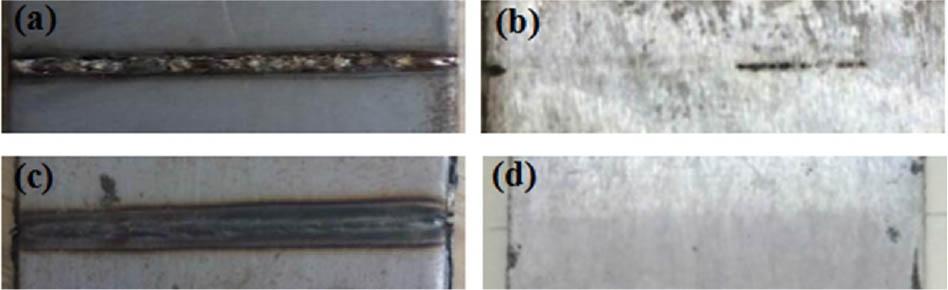
Fig. 4
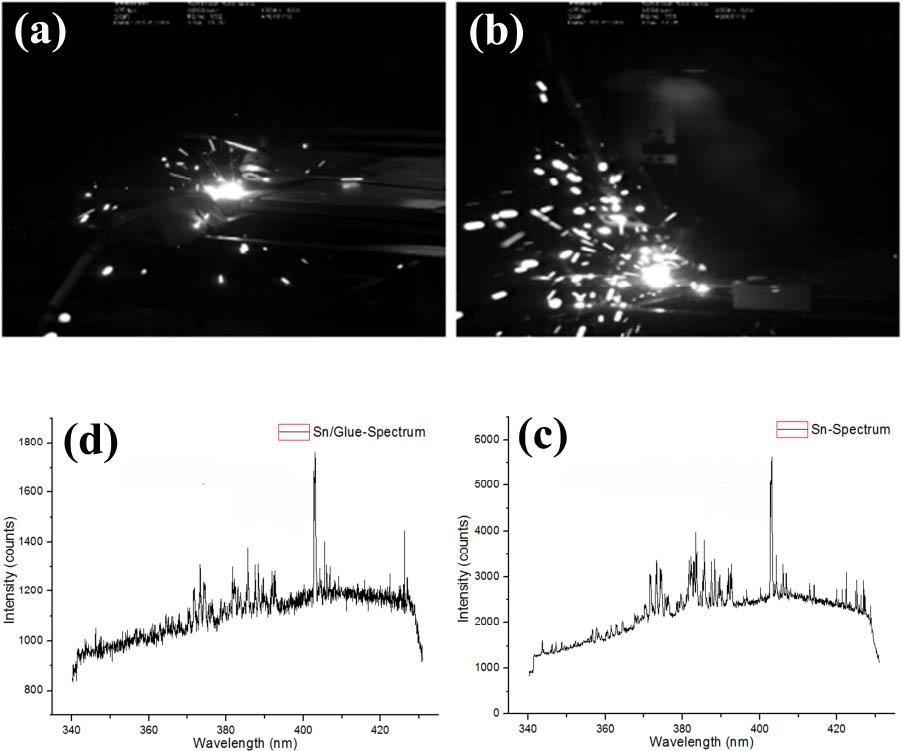
Fig. 5
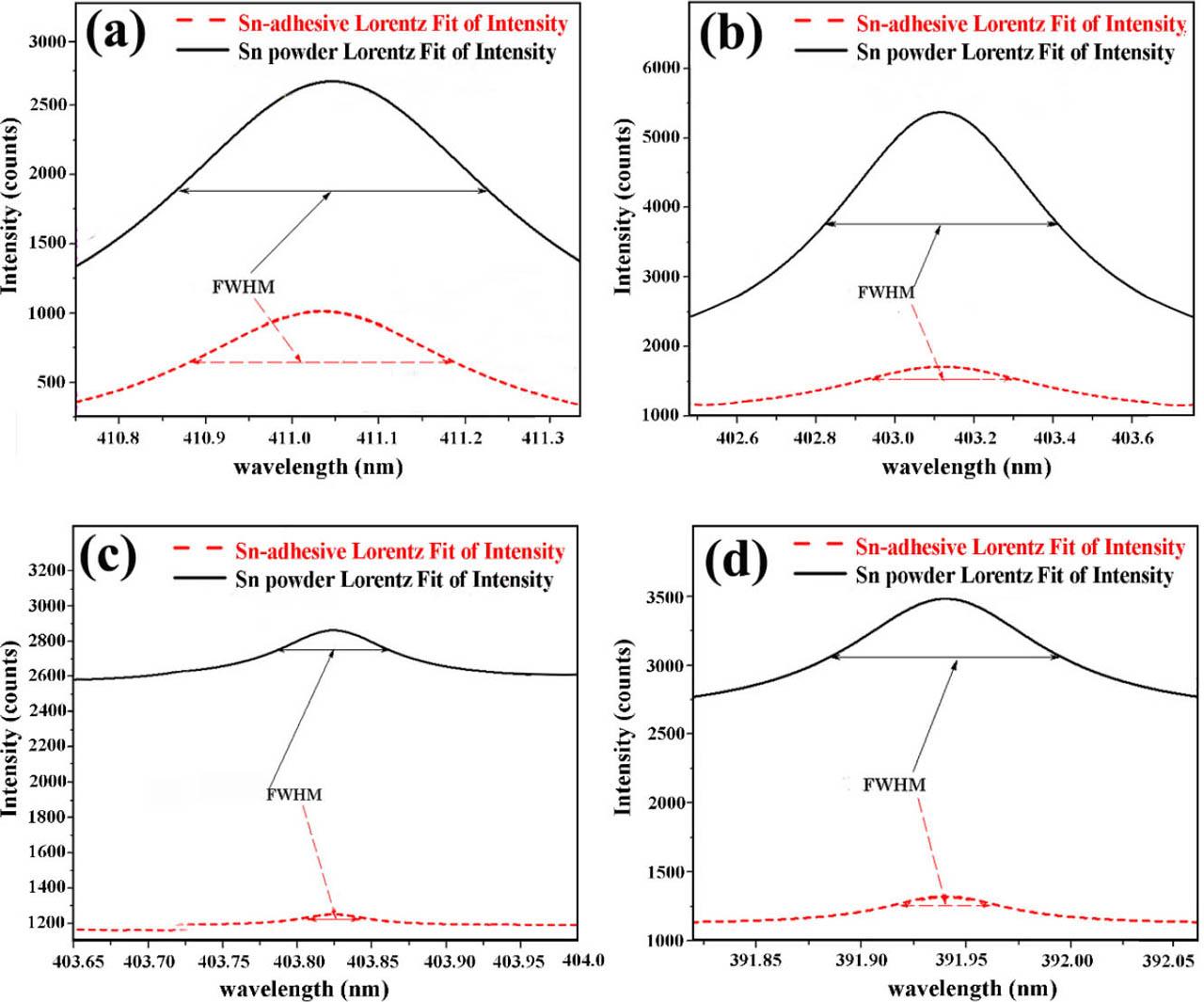
Fig. 6
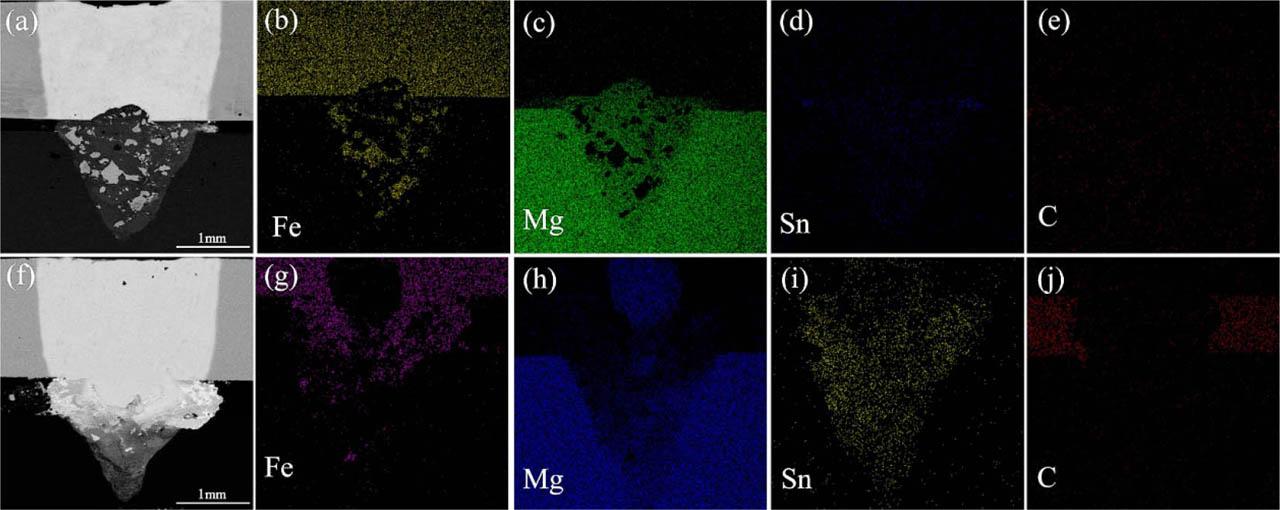
Fig. 7
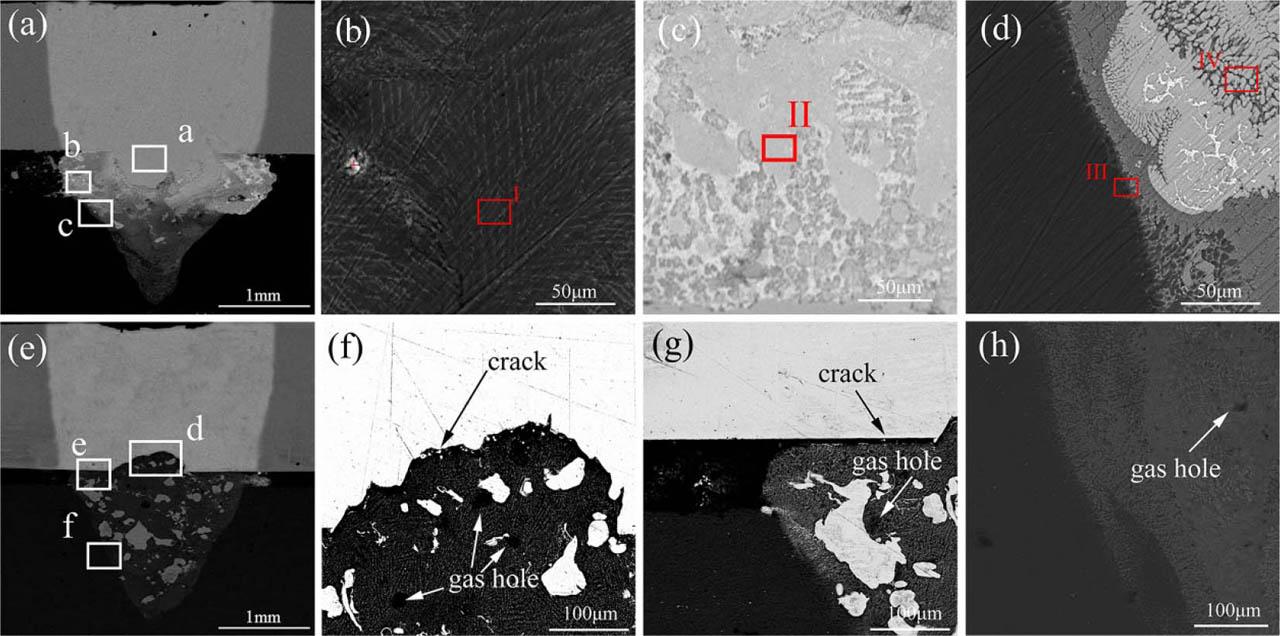
Fig. 8
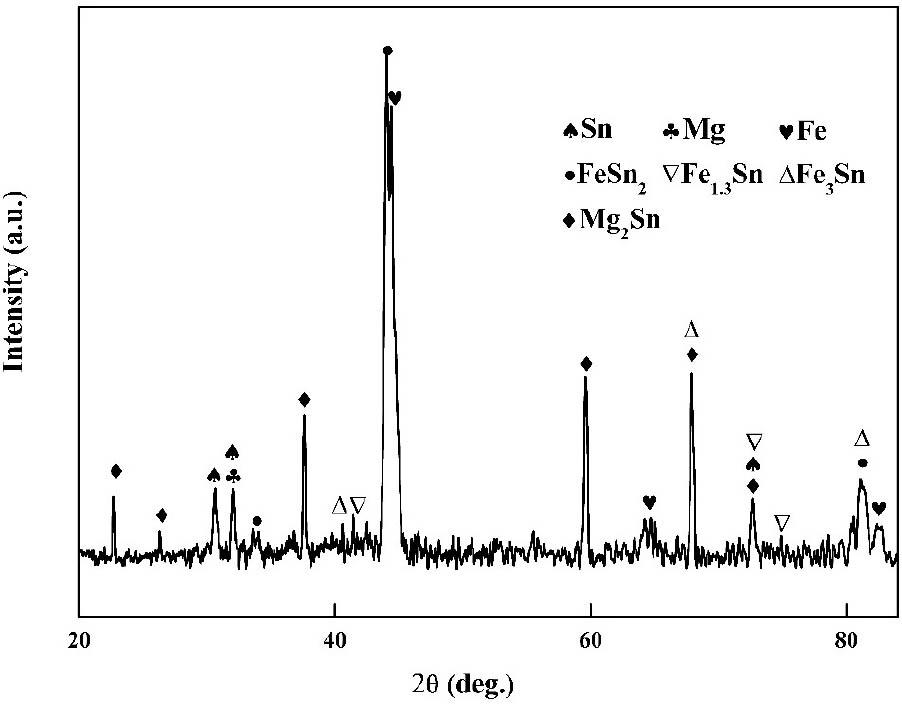
Fig. 9
EDS spot composition analysis results in Figure 7 (at%)_
| Regions | Fe | Sn | Mg |
|---|---|---|---|
| I | – | – | 100 |
| II | 63.23 | 36.35 | – |
| III | – | 31.66 | 62.63 |
| IV | 00.33 | 36.41 | 62.85 |
Comparison of experimental weld size and simulation results (mm)_
| P = 1,500, V = 40 mm/s | Steel plate surface melt width | Magnesium plate surface melt width | Magnesium plate melt depth | |
|---|---|---|---|---|
| Sn-adhesive interlayer | Experimental | 0.849 | 1.48 | 0.997 |
| Simulation | 0.93 | 1.45 | 0.89 | |
| Sn powder interlayer | Experimental | 0.827 | 1.38 | 1.27 |
| Simulation | 0.90 | 1.36 | 1.10 | |
Composition of welding base material (wt%)_
| Materials | Al | Zn | Mn | Si | C | S | P | Fe | Mg |
|---|---|---|---|---|---|---|---|---|---|
| DP590 | 0.02 | – | 1.60 | 0.0446 | 0.068 | 0.015 | 0.011 | Bal. | – |
| AZ31B | 3.12 | 0.95 | 0.15 | 0.10 | – | – | – | 0.03 | Bal. |
Optimized process parameters used in present work_
| Parameters | Value |
|---|---|
| Laser power (W) | 1,500 |
| Laser defocus (mm) | +2 |
| Welding speed (mm/s) | 40 |
| Flow rate of Ar gas (L/min) | 15 |
Electron density of each element in the joints with Sn powder and Sn-adhesive interlayers_
| Interlayer | Fe (1017 cm−3) | Sn (1017 cm−3) | C (1017 cm−3) | Mg (1017 cm−3) |
|---|---|---|---|---|
| Sn powder | 6.5663 | 4.2696 | 0.9826 | 0.5347 |
| Sn-adhesive | 6.3263 | 3.4236 | 0.6060 | 0.8751 |